-
Внешний вид изделия может отличаться от иллюстраций, представленных в инструкции.
3D-принтер для шоколада PRO
Руководство пользователя
Настоящее руководство по эксплуатации предназначено для изучения конструкции, основных технических характеристик, принципа действия и правил технической эксплуатации 3D-принтера для шоколада.
Перед началом эксплуатации внимательно изучите данное руководство!
При неквалифицированном использовании оборудование может являться источником опасности. Начало работы с прибором означает, что вы полностью ознакомились с руководством и уяснили правила эксплуатации.
Компания KADZAMA благодарит Вас за приобретение своего оборудования и желает Вам приятной работы.
-
Назначение изделия
3D-принтер для шоколада PRO предназначен для создания 2D, 2.5D, 3D объектов из шоколада и шоколадной глазури.
-
Технические характеристики
Габаритные размеры (Д х Ш х В), [мм] 460 х 390 х 430 Рабочая область печати, [мм] 200 х 200 х 150 Масса (без упаковки / в упаковке), [кг] 15 / 20 Подключение к компьютеру USB / Wi-Fi Управляющая плата На базе чипа STM32 Электропитание, [В] / [Гц] 220 / 50 Потребляемая мощность, [кВт] 0,36 Тип печати 2D / 2.5D / 3D Количество цветов Одноцветная Сырье для печати Шок. глазурь / шоколад Скорость печати, [мм / с] До 50 Количество экструдеров 1 Диаметр сопла, [мм] 0.6 / 0.8 / 1.0 Толщина слоя (сопло 0.6 мм), [мм] 0.15 — 0.25 Толщина слоя (сопло 0.8 мм), [мм] 0.2 — 0.3 Толщина слоя (сопло 1.0 мм), [мм] 0.25 — 0.4 Температура печати, [°С] 35 — 39 Температура помещения, [°С] 20 — 25 Управляющая программа Cura / Simplify3D / Repetier Host Формат файлов .stl OC Windows XP / MacOS -
Комплектность
3D-принтер для шоколада PRO — 1 шт.
Паспорт — 1 шт.
-
Описание конструктивных элементов
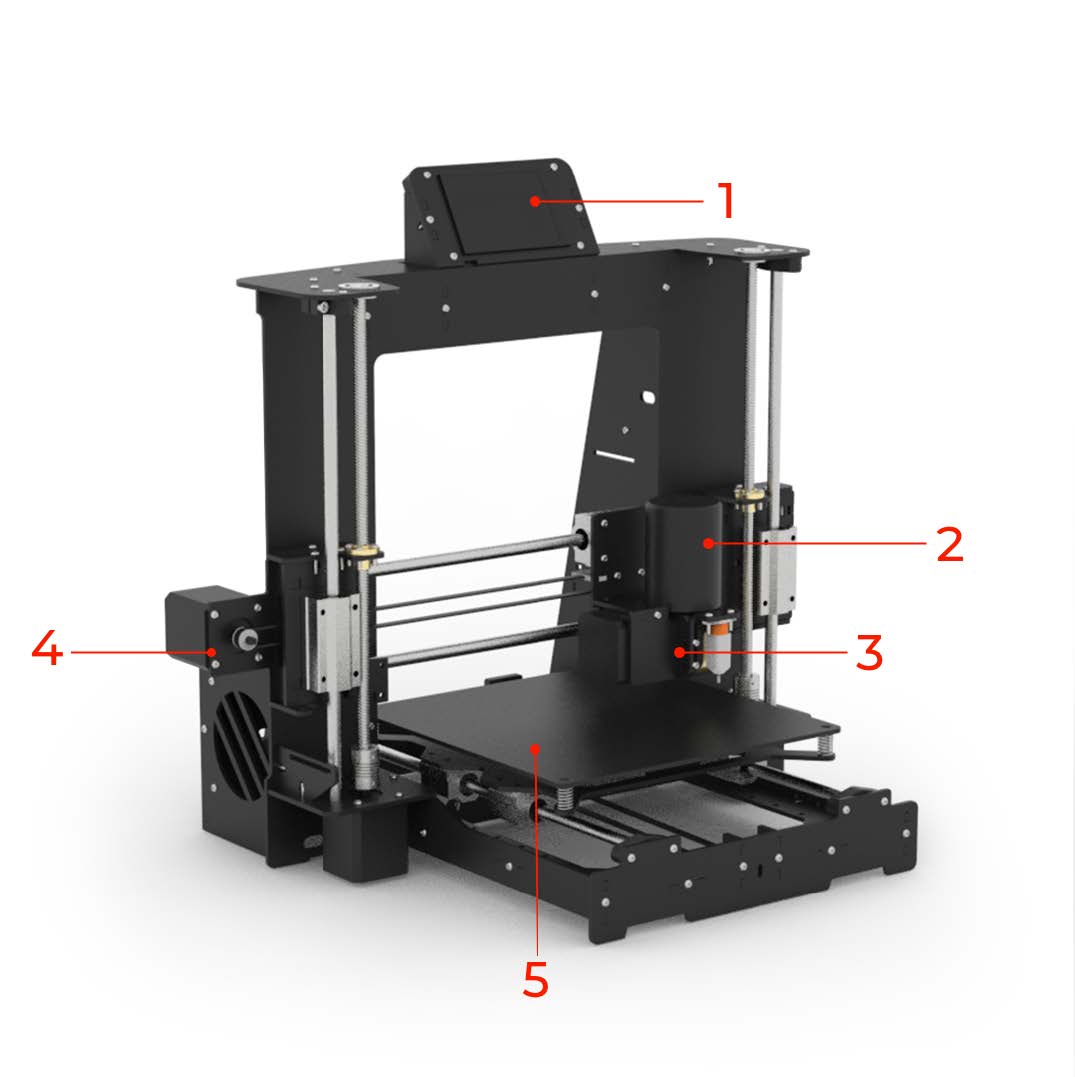
1 LCD экран 2 Экструдер для печати 3 Каретка с экструдером 4 Разъем питания и кнопка включения 5 Стол с подогревом 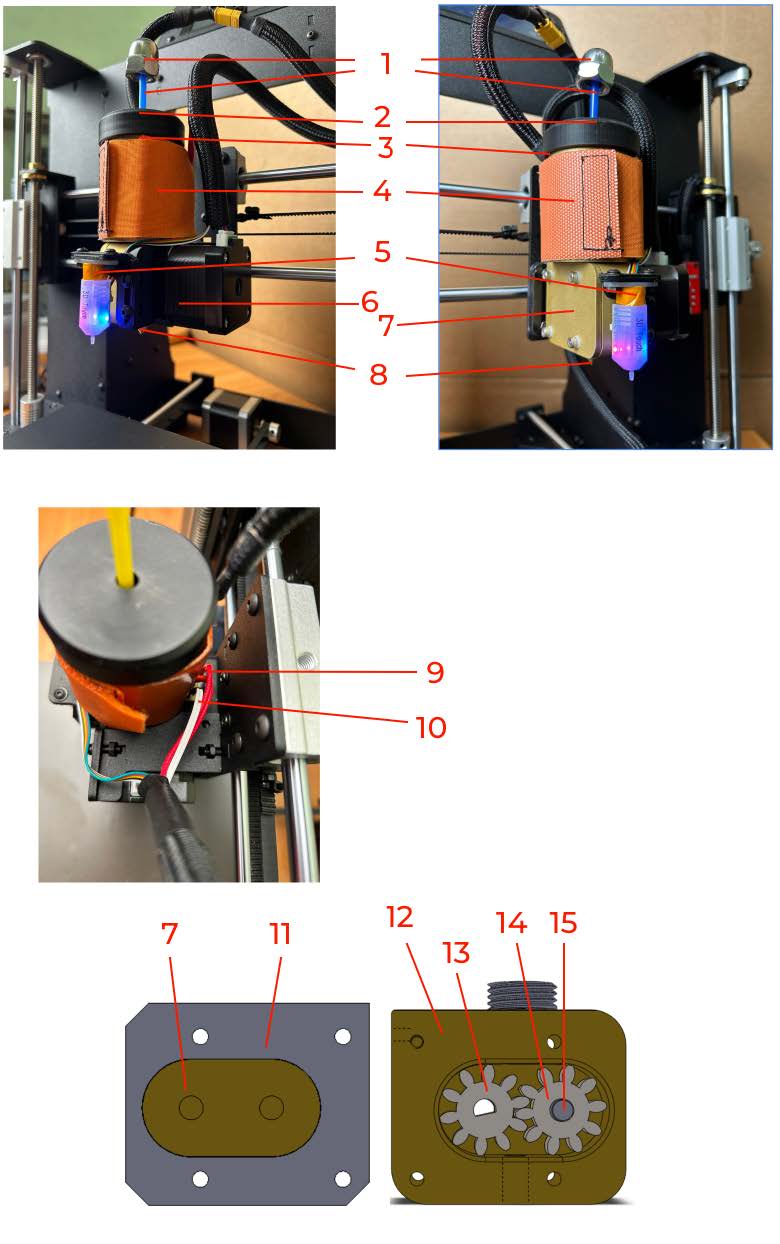
1 Устройство для автоматического перемешивания 2 Крышка загрузочного бака 3 Загрузочный бак 4 Дополнительный нагрев 5 Датчик автокалибровки стола 6 Шаговый двигатель 7 Корпус экструдера (верх) 8 Сопло 9 Нагревательный элемент 10 Температурный датчик 11 Защитная пленка 12 Корпус экструдера (низ) 13 Ведущая шестерня 14 Ведомая шестерня 15 Вал ведомой шестерни -
Подготовка к работе
5.1. Подготовка рабочего места
5.1.1. Устойчивая и ровная поверхность. Неустойчивая поверхность может существенно сказываться на качестве печати.
5.1.2. Температура окружающей среды от 18 до 25ºC.
5.1.3. Относительная влажность воздуха от 30 до 65%.
5.1.4. Отсутствие попадания прямых солнечных лучей на 3D принтер.
5.2. Распаковка 3D-принтера.
5.2.1. Проведите визуальный осмотр упаковки. В случае наличия видимых повреждений свяжитесь с нашим менеджером.
5.2.2. Удалите белые стяжки, фиксирующие ось 3D-принтера.
5.2.3. Убедитесь в отсутствии загрязнения корпуса и элементов 3- принтера.
5.2.4. Убедитесь, что ось X (на которой находится экструдер) не перекосилась в ходе транспортировки.
5.3. Монтаж.
5.3.1. Подготовка к монтажу, монтаж и эксплуатация принтера должны соответствовать требованиям руководства по эксплуатации.
5.4. Транспортировка.
5.4.1. Транспортирование принтеров должно осуществляться только в крытых транспортных средствах. При транспортировании должна быть исключена возможность их перемещения внутри транспортной тары и самой тары внутри транспортных средств. Должна быть обеспечена сохранность тары от атмосферных осадков.
5.4.2. Принтер следует транспортировать строго в вертикальном положении.
5.4.3. Не допускать падения принтера и воздействия на него чрезмерных вибраций.
5.4.4. При транспортировании необходимо соблюдать следующие температурные режимы: температура окружающей среды от минус 25°C до плюс 50°C, относительная влажность воздуха не более 90%.
5.5. Установка программного обеспечения.
Управлять 3D-принтером можно, используя персональный компьютер, ноутбук и даже смартфон, настроив Wi-Fi соединение.
Для первоначальной настройки 3D-принтера и первой 3D-печати шоколадом вам потребуются:
— Ноутбук / персональный компьютер с ОС не ниже Windows XP
— Wi-Fi точка
— Доступ в интернет
Для превращения 3D-моделей в управляющий код, для печати изделий, необходимо установить программу-слайсер на ноутбук / персональный компьютер.
3D-принтер совместим с различными программами-слайсерами (Cura, Simplify3D, Repetier — Host и т.д.). Мы рекомендуем использовать Cura — она обеспечивает самые большие возможности для 3D печати шоколадом. Далее будет описан процесс настройки слайсера на примере Cura.
Внимание! Не обновляйте самостоятельно ПО принтера и Cura (программа-слайсер для ПК).
Обновления могут изменить вид пользовательского интерфейса и часть функций могут быть утеряны!
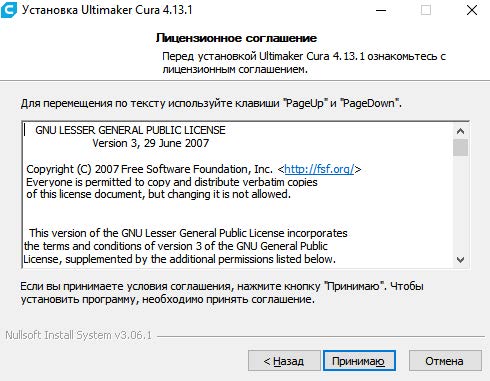
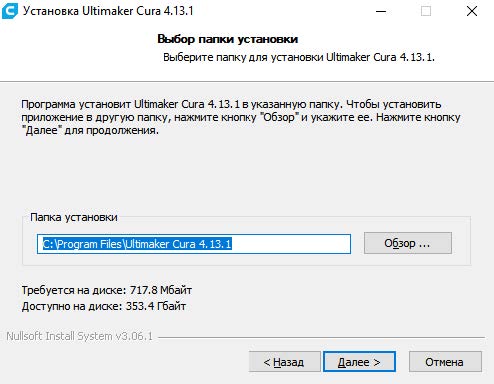
Установите Cura с использованием стандартных параметров (файл Ultimaker_Cura-4.13.1-amd64(1).exe из архива Cura 4.13.1 One.zip).
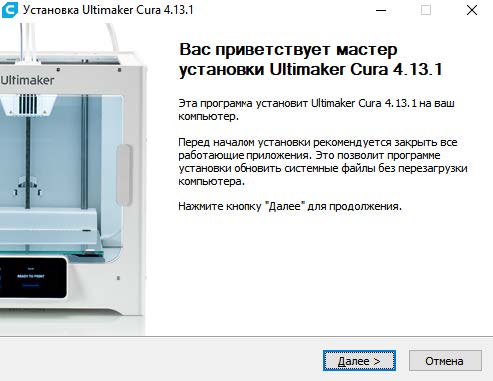
Нажмите кнопку Далее, затем кнопку Принимаю.
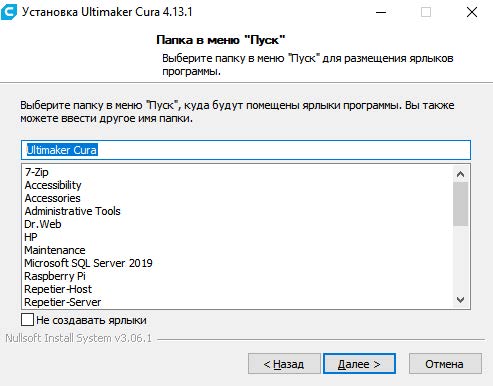
Затем два раза Далее.
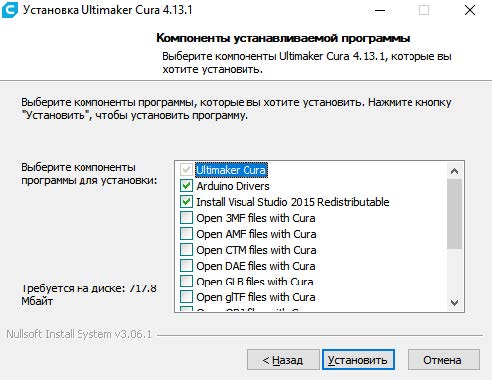
Нажмите на кнопку Установить, по завершении установки снимите галочку с «Запустить Ultimaker Cura 4.13.» и нажмите на кнопку Готово.
Для настройки параметров запустите файл 4.13.1 One.exe из архива Cura 4.13.1 One.zip.
После настройки параметров принтера, перейдем к настройке самого слайсера.
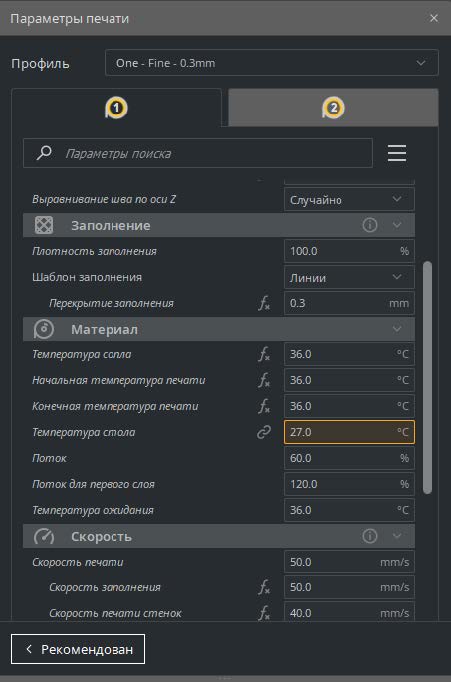
Внимание! Параметр Поток в разделе Материал требует корректировки под конкретный принтер и конкретные условия использования принтера.
Для подбора параметра Потока нужно произвести тестовую печать, при правильном значении параметра линия ложится к линии,не сливаясь друг с другом. Печать второго и последующего слоя происходит без погружения и царапанья предыдущего. Обычно значение Потока около 60-80 % для черной глазури Master Martini.
В параметрах Температура сопла, Начальная температура печати, Конечная температура печати, Температура ожидания выставите значение из п.2 «Подготовка сырья». Во всех параметрах оно должно быть одинаковым.
5.6. Первое подключение 3D принтера.
ВАЖНО! Для корректной работы оборудования в помещении, где оно эксплуатируется, необходимо поддерживать температуру от 18°С до 25°С. В противном случае система нагрева будет выдавать результат с погрешностью выше допустимой (обращаем Ваше внимание также на то, что отклонение от температурных норм в помещении может повлиять на качество продукта, так как в большинстве случаев его свойства зависят в том числе и от окружающей среды).
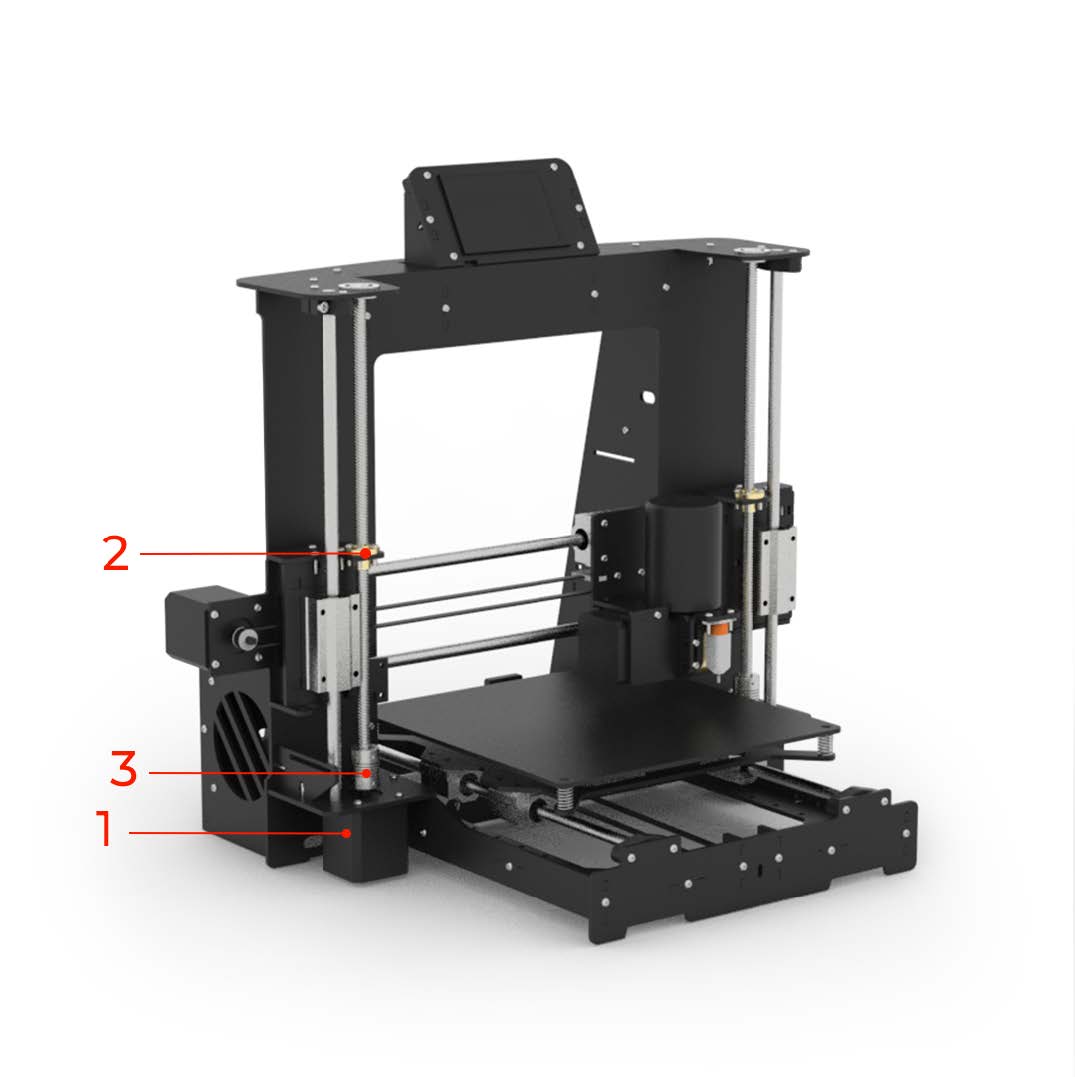
Перед выполнением следующих пунктов проверьте перпендикулярность ось X относительно оси Z.
Чтобы выполнялось условие перпендикулярности нужно, чтобы расстояние между планки крепления двигателя (1) оси Z до золотистой гайки на винте (2) было одинаково с обеих сторон оси X.
Если расстояние не одинаково, скорректируйте его путем подкручивания муфты (3) с одной из сторон на выключенном принтере.
1. Подключите принтер к бытовой сети 220 В с заземленной розеткой.
2. Для беспроводного подключения принтера необходимо наличие Wi-Fi соединения.
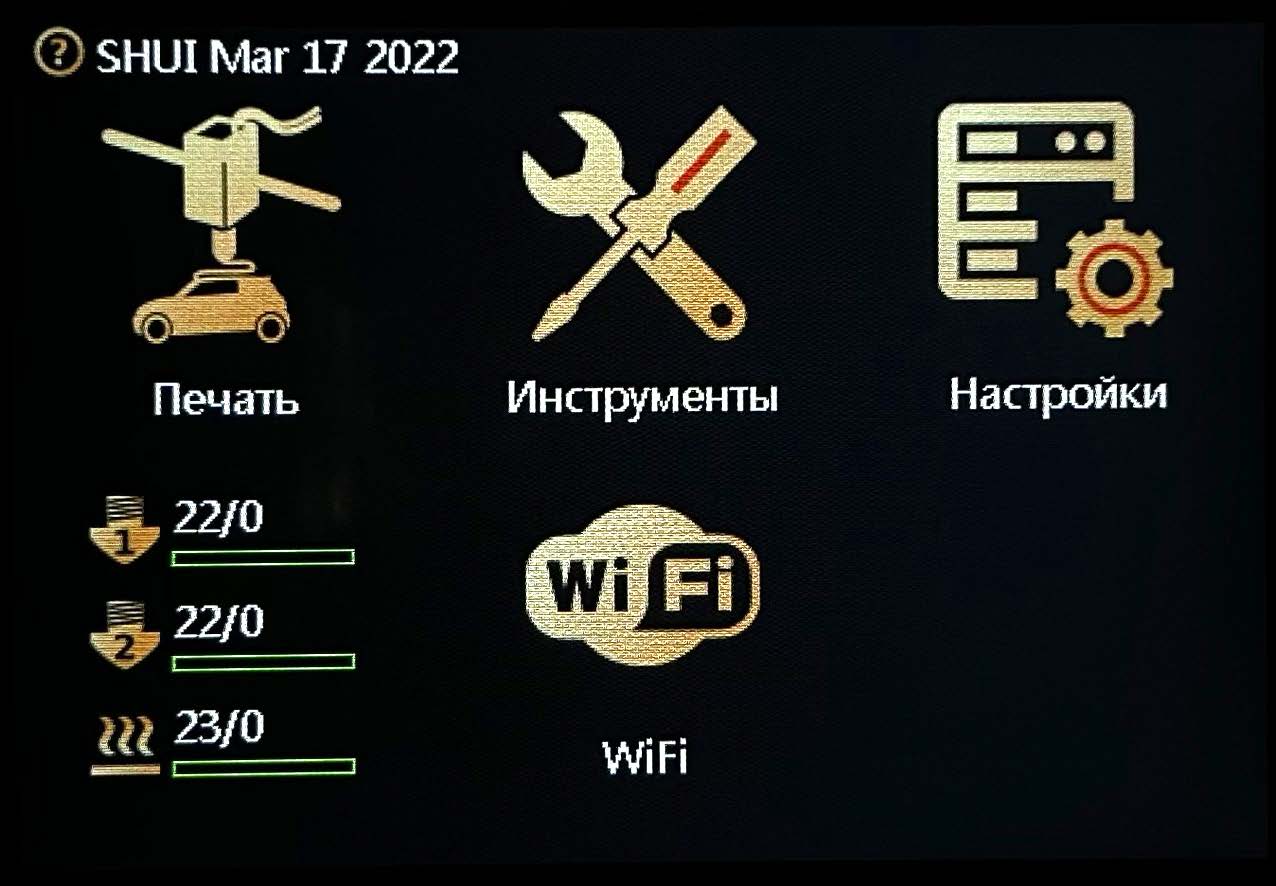
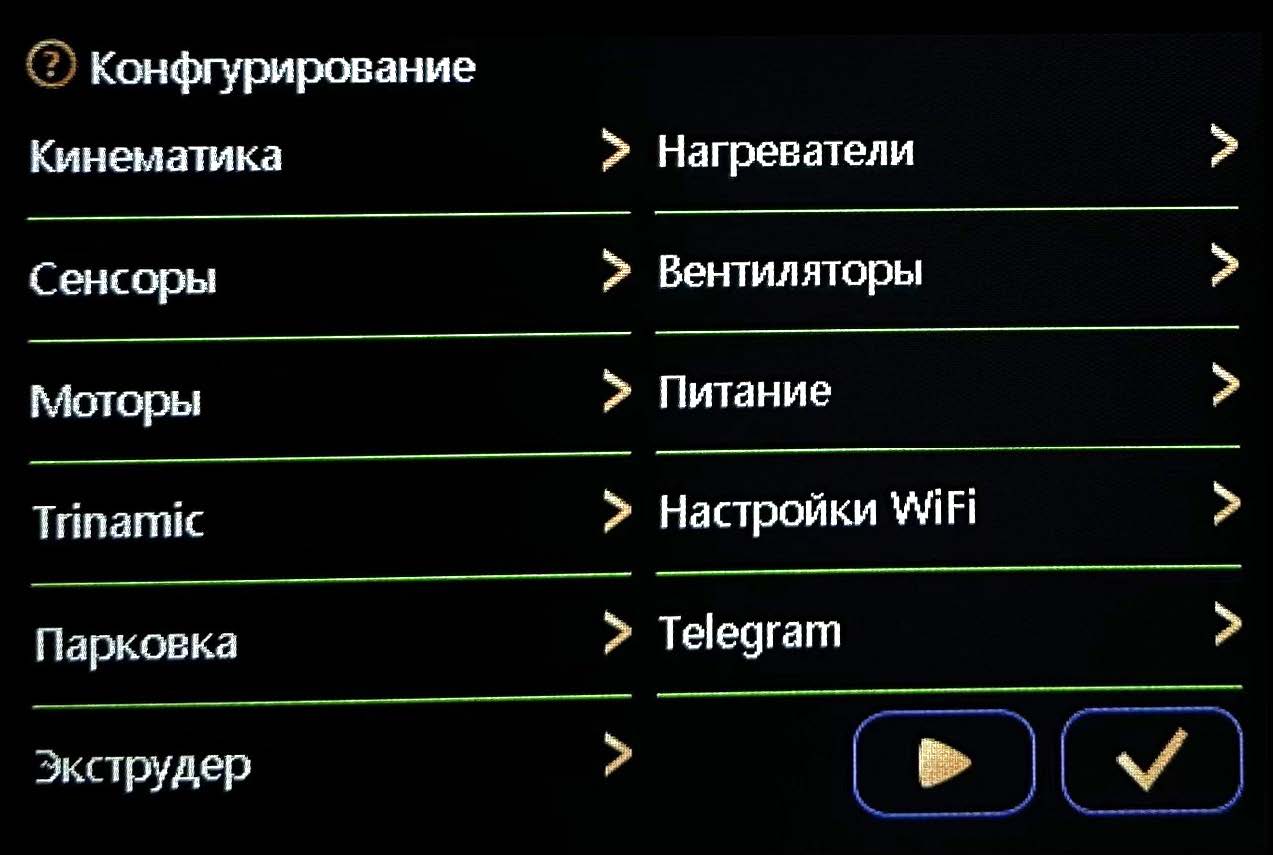
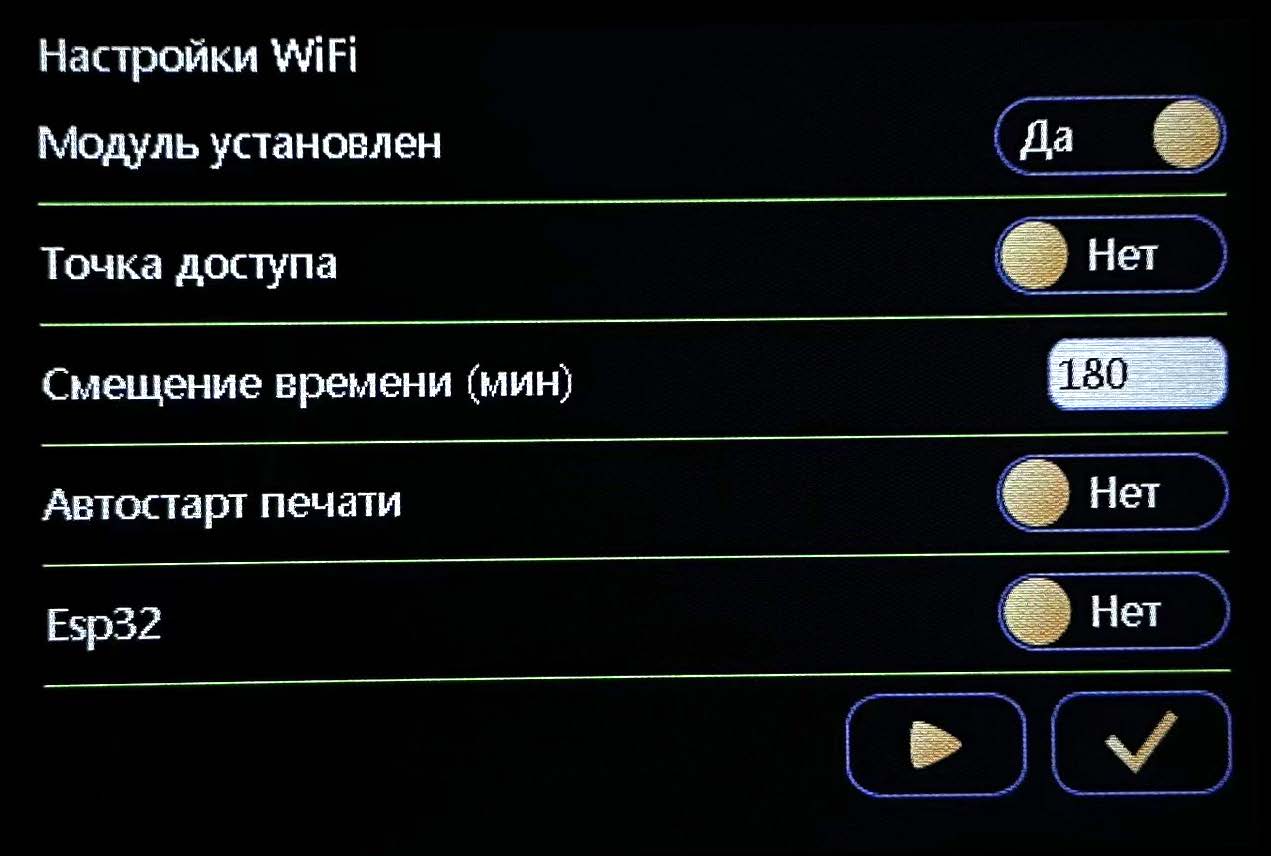
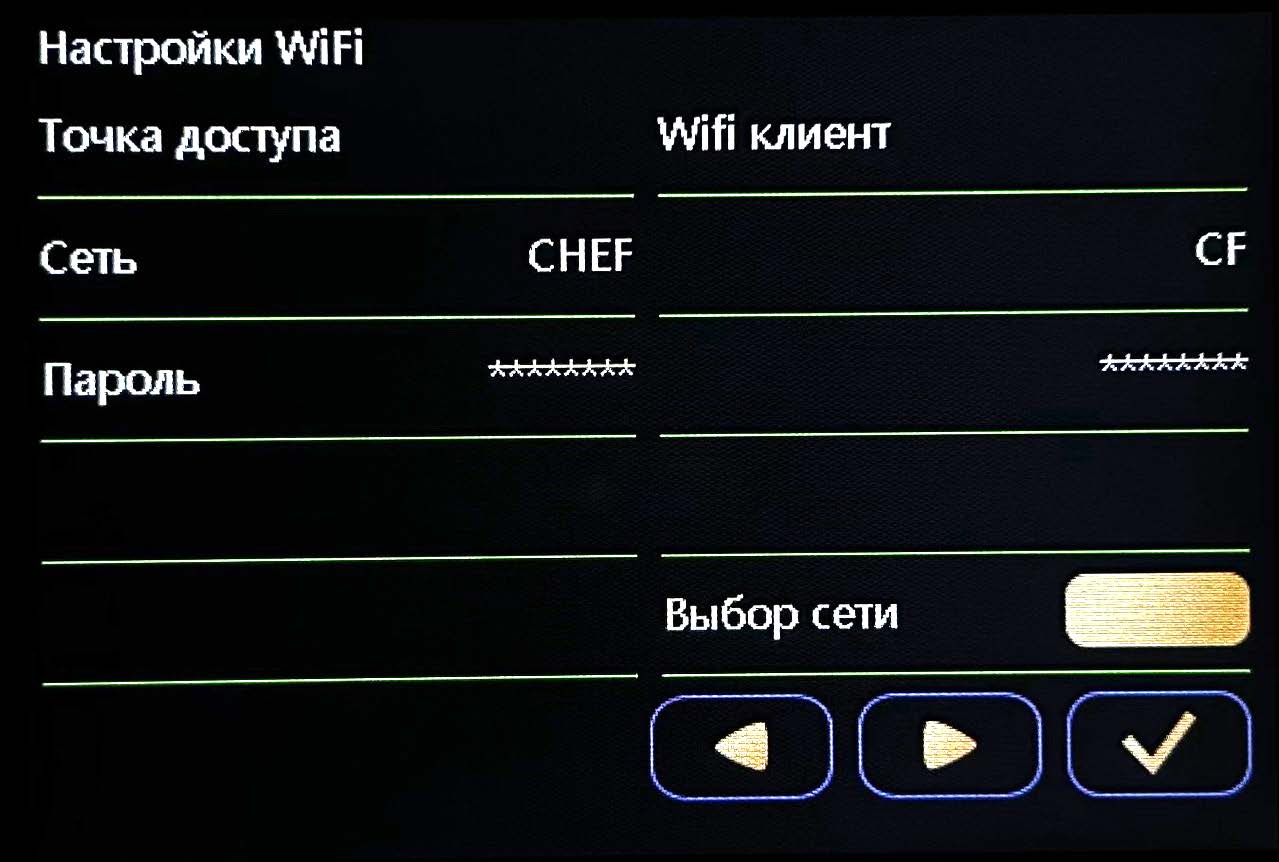
3. На экране выберите пункт меню Настройки потом Конфигурация, затем Настройки WiFi.

4. Перейдите на вторую страницу и выберите пункт Выбор сети:
По окончании предлагается выбрать сеть:
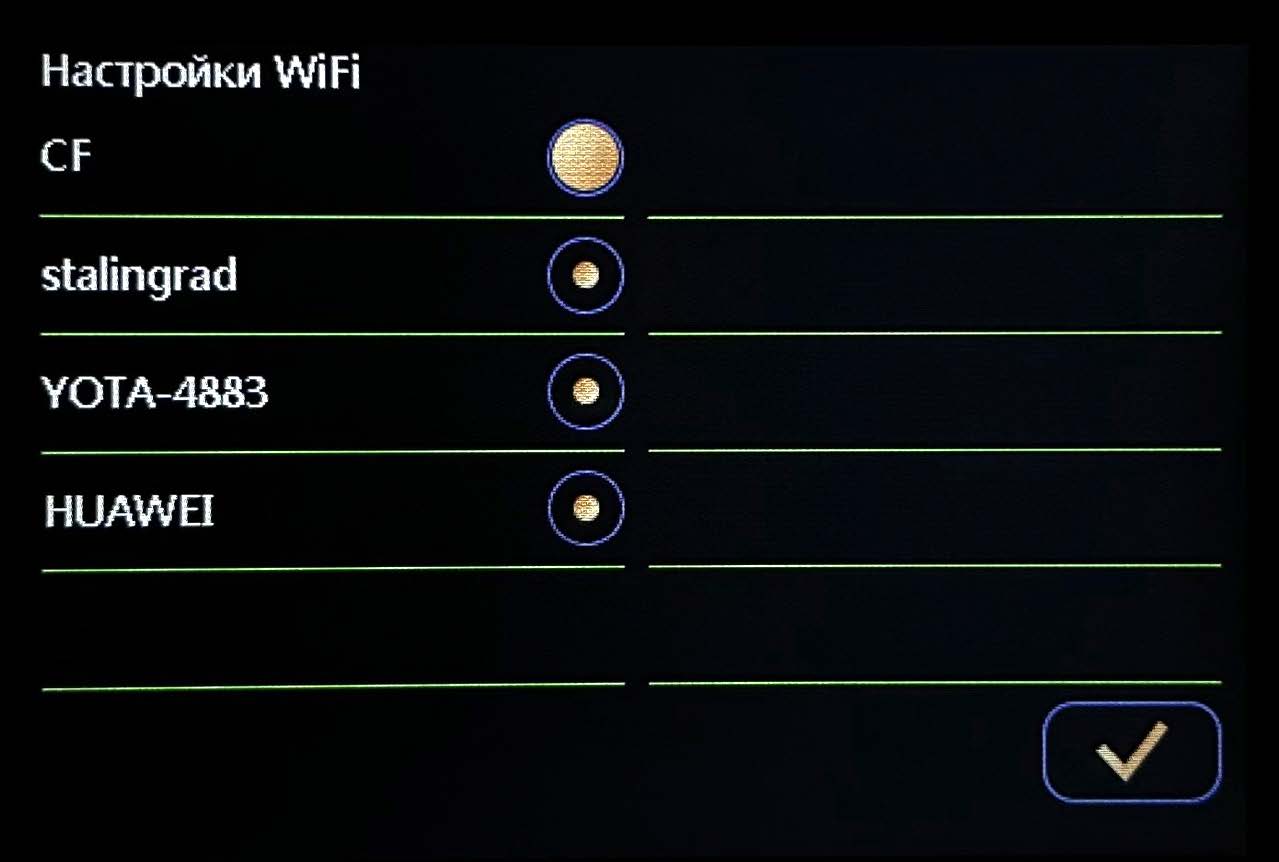
Выбираете сеть, потом вводите от нее пароль в соответствующее поле:
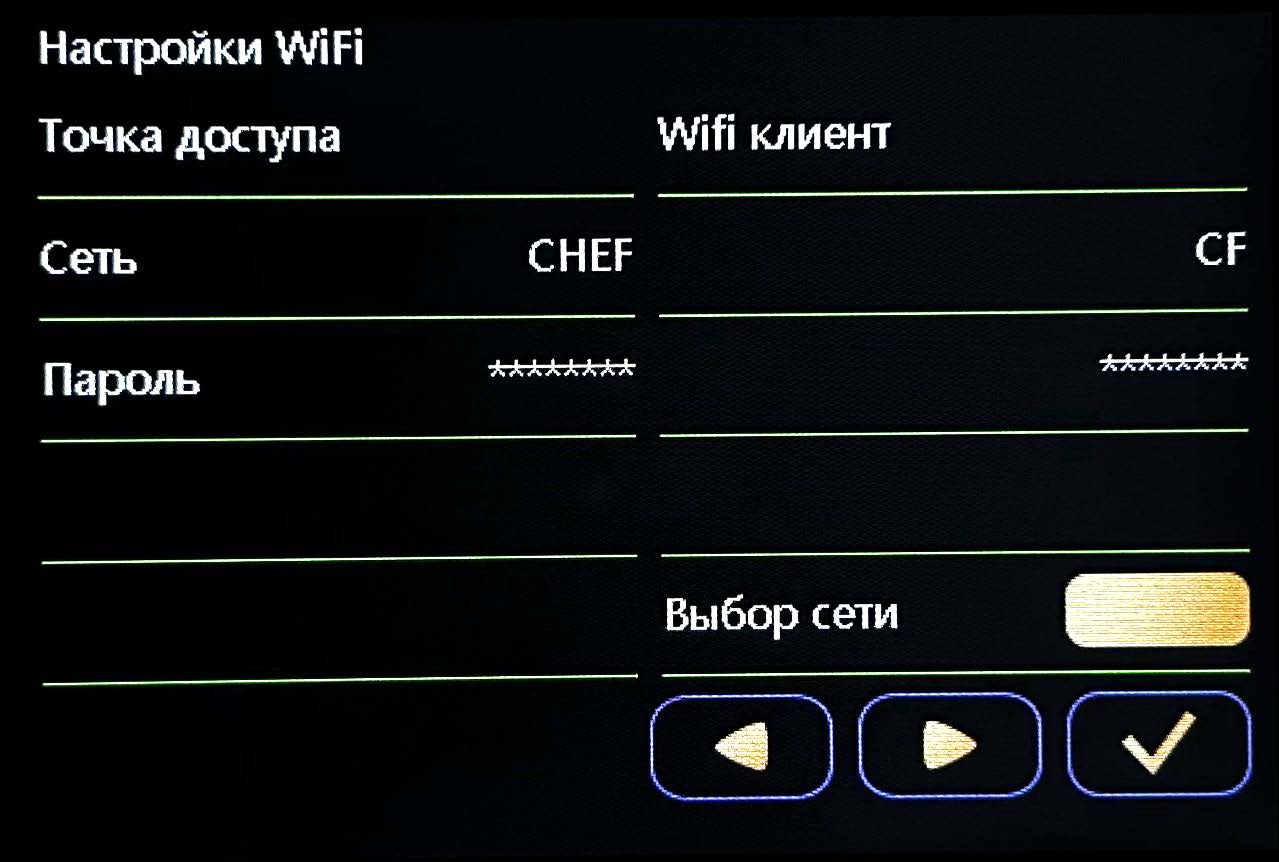
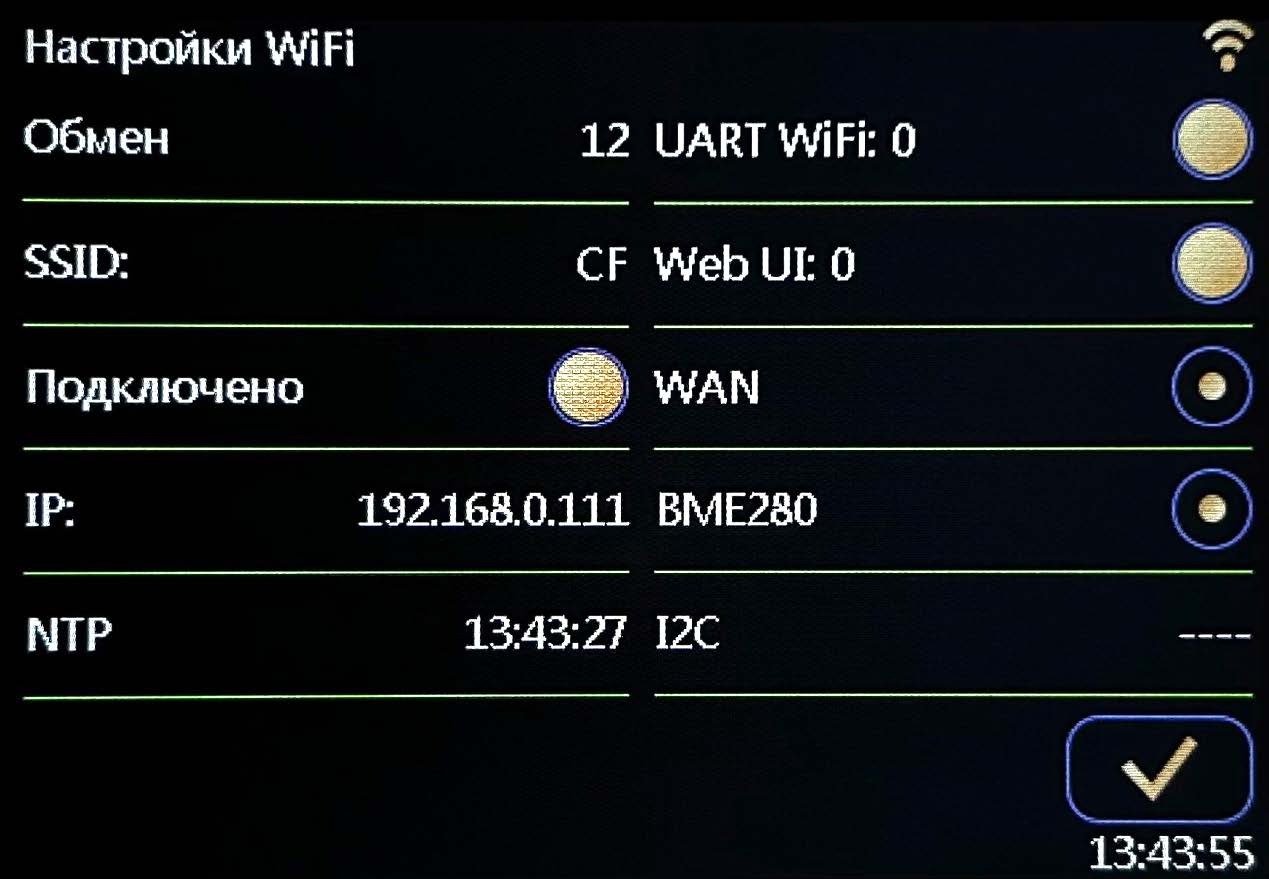
5. Вернитесь на Главную страницу и выберите Wi-Fi. На экране появится IP — адрес принтера, его нужно запомнить:
6. Перед выполнением следующих действий убедитесь, что стяжки, фиксирующие элементы 3D-принтера при транспортировке, удалены, в области печати 3D-принтера отсутствуют предметы, препятствующие механическим перемещениям.
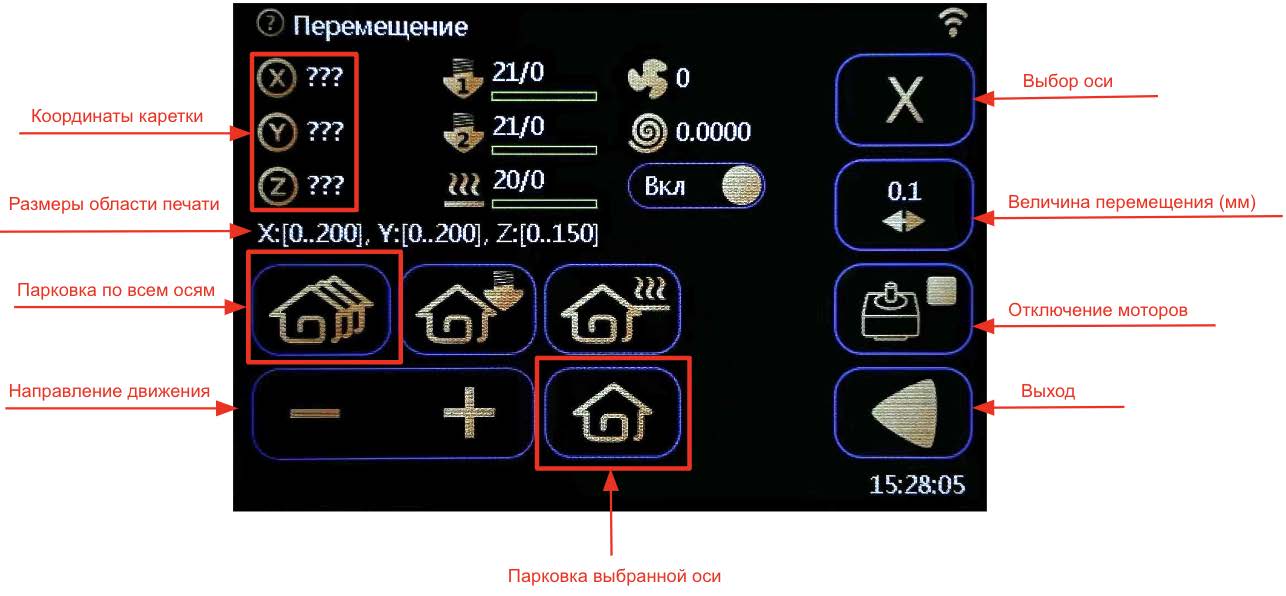
7. На экране принтера перейдите в Инструменты — Перемещение:

9. Последовательно совершите следующие действия. При возникновении стуков, скрежета, посторонних механических звуков прекратите работу с 3D-принтером.
Опускание каретки на 10 мм (ось Z).
Возврат каретки с экструдером в положение «Дом» (парковка) по оси Х и по оси Y.
Вы можете дополнительно проверить перемещения каретки и стола принтера по оси Х и по оси Y, перемещая их с помощью клавиш (+ –) Рекомендуем проводить первую проверку, не превышая значения в +10 / –10 мм.
Внимание! Не перемещайте каретку (ось Z) до проведения первой калибровки. В случае упирания сопла экструдера в стол незамедлительно выключите питание 3D-принтера.
5.7. Стартовая калибровка 3D-принтера.
Устройство оснащено датчиком стола (расположен на экструдере принтера), который позволит упростить и ускорить процесс калибровки.
Убедитесь, что на столе 3D-принтера установлен Магнитный стол (прилагается в комплекте).
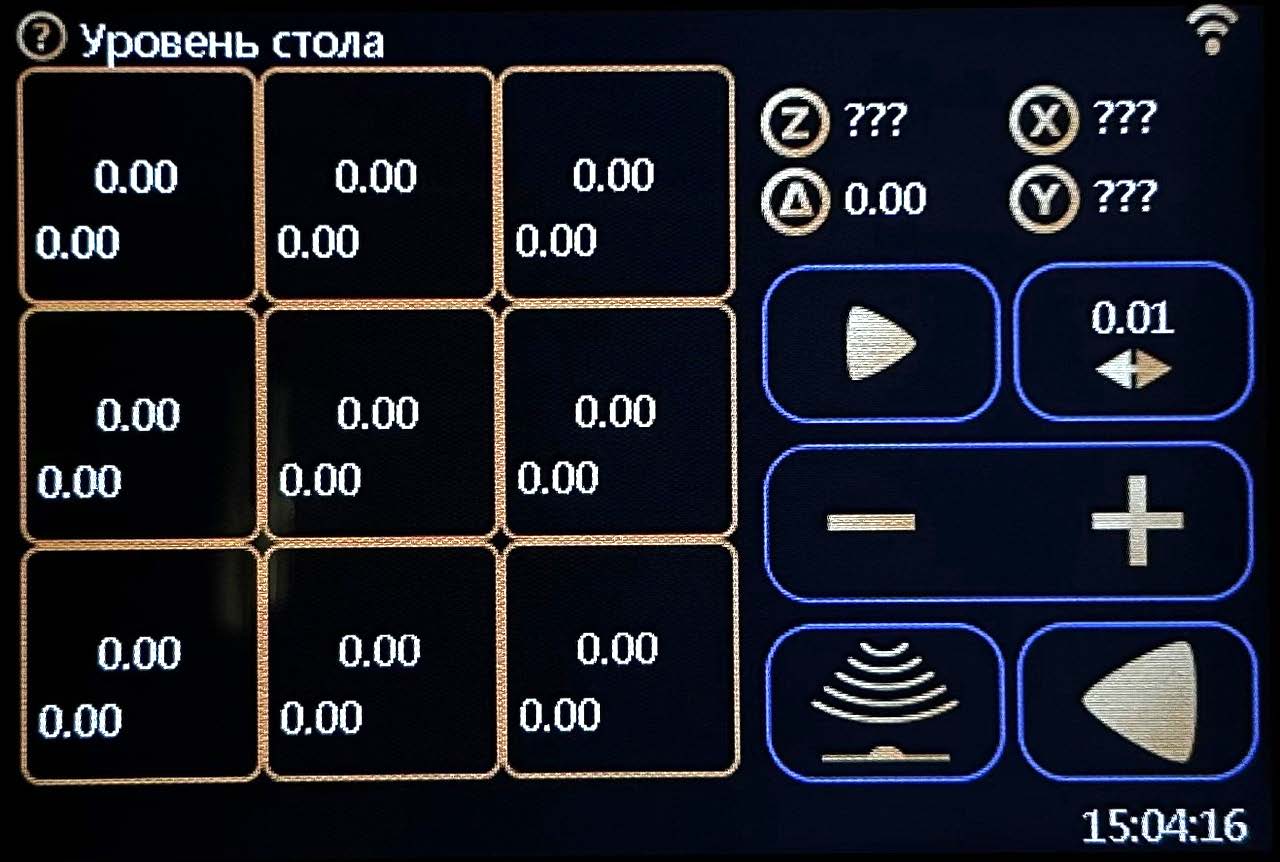
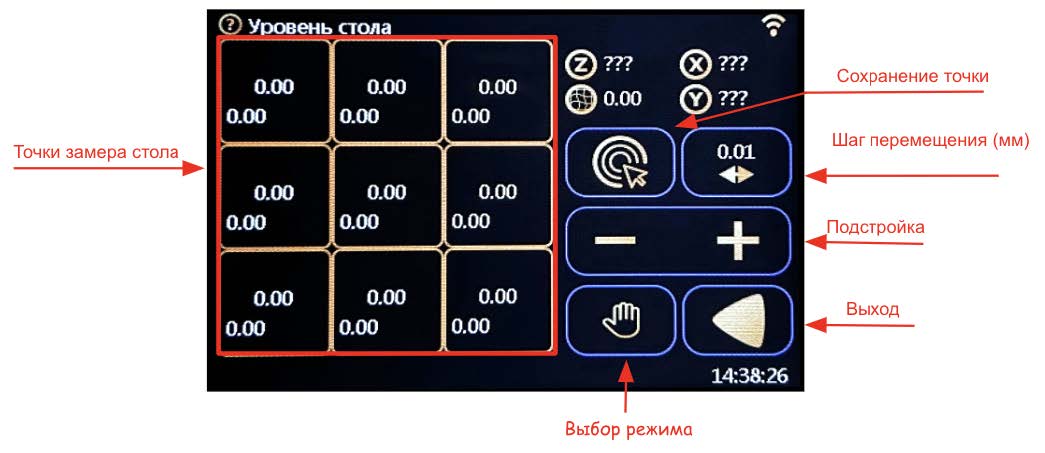
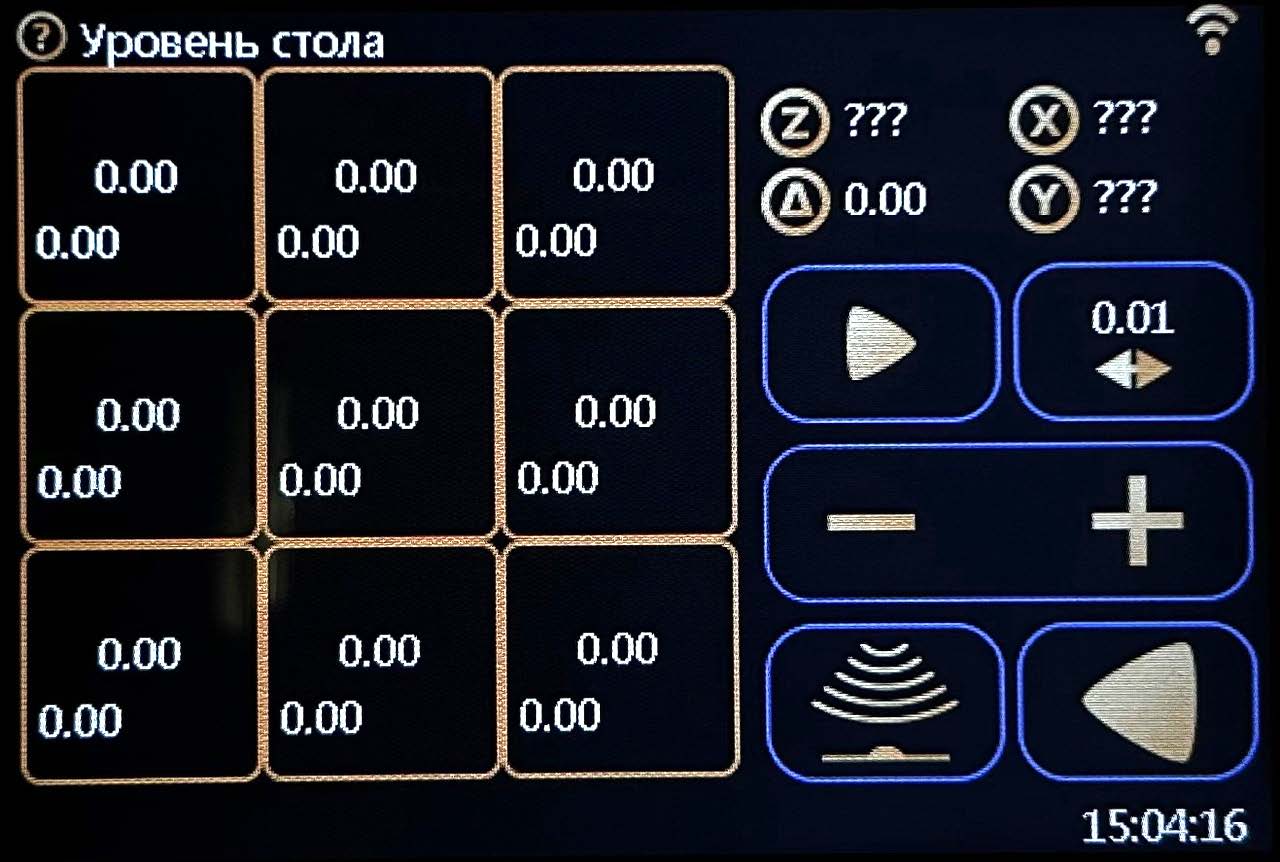
На экране принтера выставите равным 0 параметр в меню Уровни в Инструментах, режим Автоуровень:
Кнопкой выбора режима включаем ручной режим.
Для корректной работы принтера вам необходимо определить точную разницу между уровнем сопла основного экструдера и датчиком стола на вашем рабочем месте. Нажмите на центральный квадратик в поле 3 на 3, выбирая тем самым точку замера в центре стола. Если каретка не там, она переместится туда (если принтер не знает текущей позиции каретки, вместо перемещения произойдет парковка и нужно будет указать ему точку еще раз, уже после парковки).
Теперь берем листок бумаги, кладем под сопло. Необходимо аккуратно опустить сопло экструдера до момента плотного соприкосновения с листом бумаги, выбираем кнопкой выбора шага необходимый шаг подстройки, например 0,05 мм и жмем кнопки Рекомендуется остановить подъем стола в тот момент, когда лист бумаги не сможет свободно перемещаться между Магнитным столом и соплом экструдера.
Справа от индикатора будет значение расстояния между нулем датчика стола и настоящим нулем. Оно должно находиться в диапазоне от –1 до –1.8. Это значение необходимо занести как есть в параметр dZ в меню Уровни в Инструментах, режим Автоуровень.

5.8. Калибровка стола.
Чтобы проверить калибровку стола, перейдите в пункт Инструменты – Уровни. Кнопкой выбора режима переключаемся в режим автоуровня (на кнопке выбора режима появится значок «эхолокация») и там жмем кнопку запуска «Play» (если принтер не знает текущей позиции каретки, вместо автозамера произойдет парковка, и нужно будет еще раз нажать кнопку запуска «Play» уже после парковки):
Принтер начнет измерять кривизну стола. Результаты замера каждой точки будут отображаться в центре измеряемого квадрата. Ожидаем окончания этой процедуры и смотрим на результаты. В каждой точке замеры не должны превышать ±0,1 мм по модулю. Если будет превышение 0,1 мм, то нужно скорректировать уровень путем подкручивания калибровочных гаек. Повторите процедуру измерения кривизны стола.
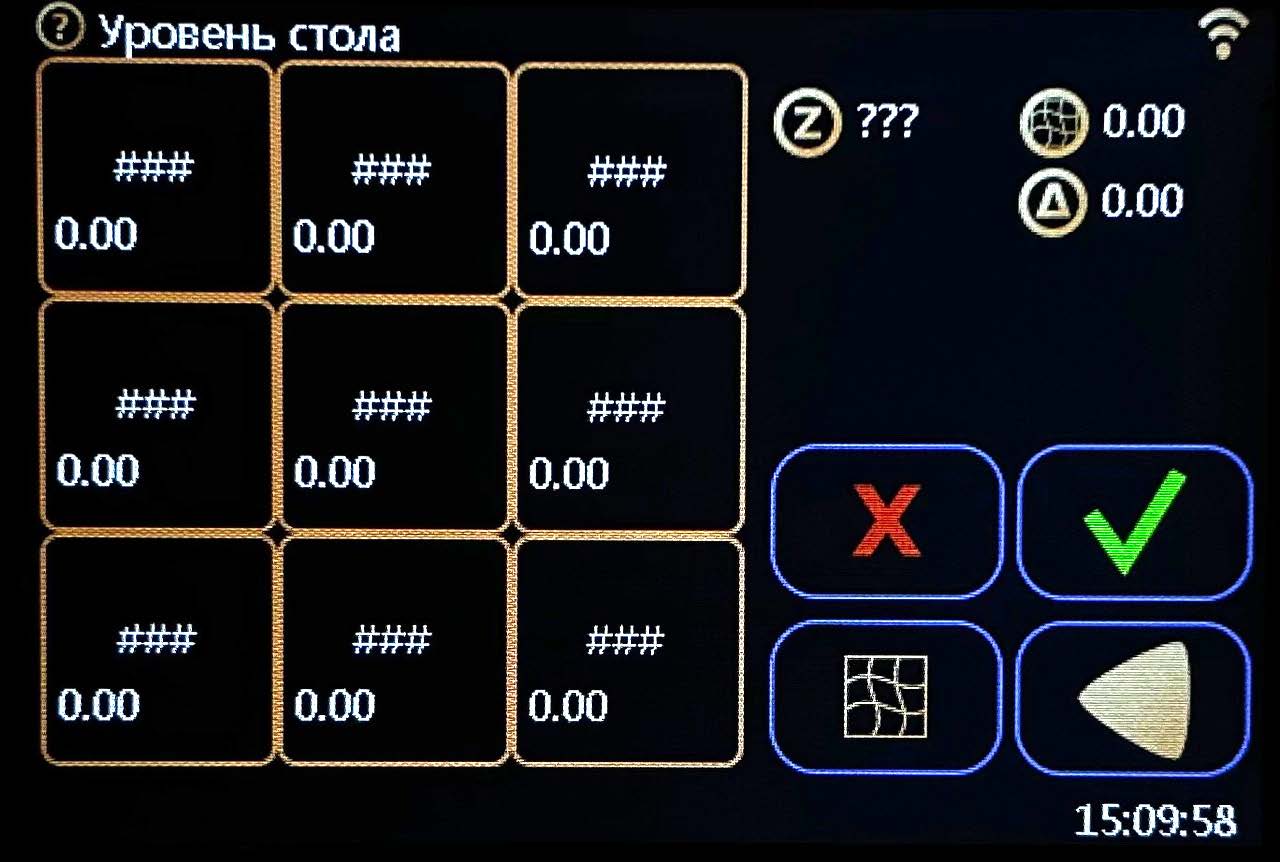
По окончании замера необходимо сохранить показания, полученные при калибровке.
Для этого нужно:
— Перейти в режим Уровень стола;
— Нажать на зеленую галочку.
-
Эксплуатация
6.1. Подготовка сырья.
1. Распакуйте шоколадную глазурь Master Martini и засыпьте в загрузочный бак экструдера сырье выбранного цвета. Заполните загрузочный бак полностью и закройте его крышкой.
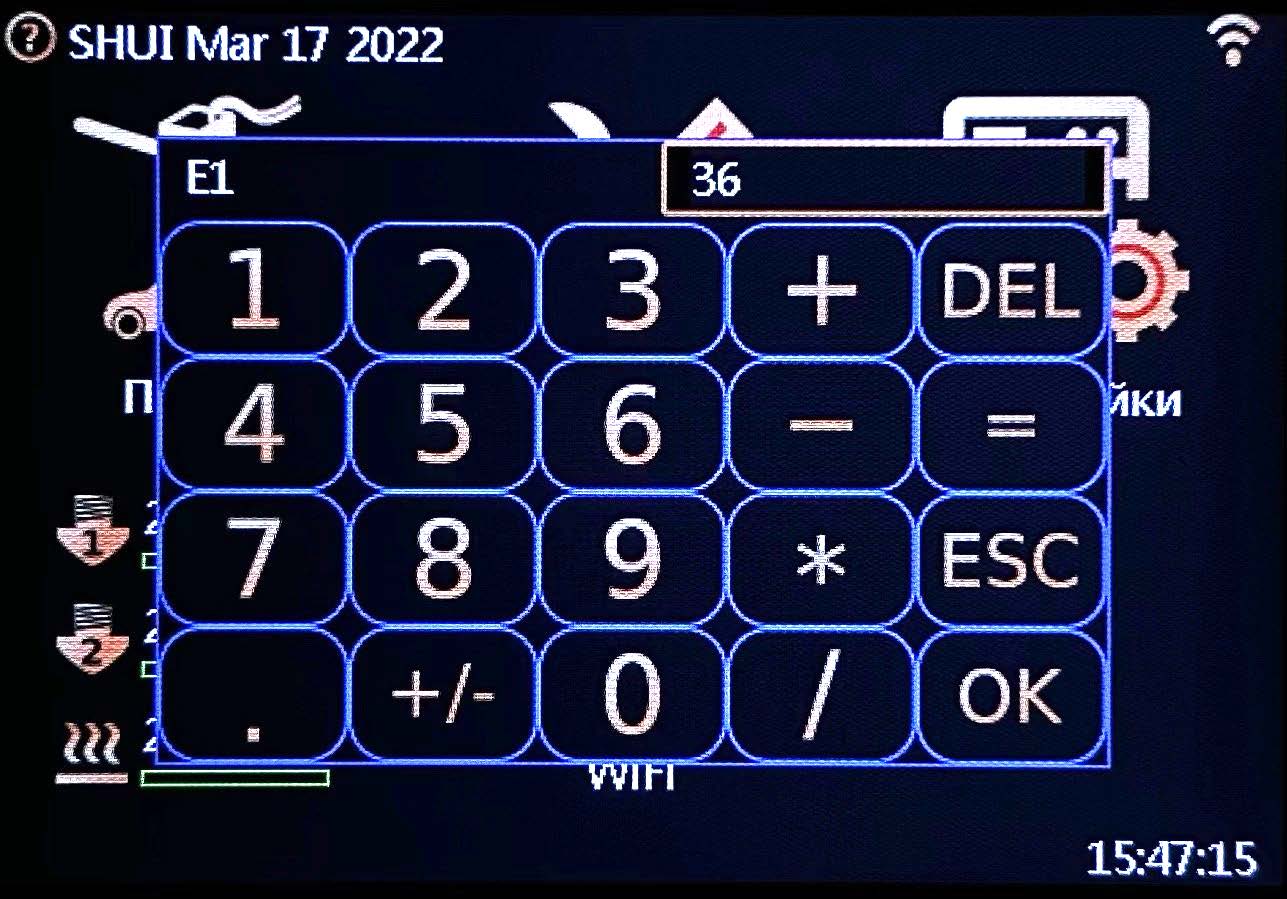
2. На Главной странице нажмите на 1-ый экструдер и установите температуру в 36ºС (температура может меняться на несколько градусов в зависимости от окружающей температуры), нажмите ОК.
3. Аналогичную операцию проведите со 2-м экструдером (Дополнительным нагревом).
Фактическая температура на экструдере, показываемая датчиком, начнет повышаться. Для достижения целевой температуры понадобится порядка 5 минут.

4. Шоколадная глазурь в баке экструдера начнет плавиться. Через 20-30 минут после достижения заданной температуры откройте крышку экструдера, вставьте в бак экструдера устройство для перемешивания и проверьте состояние шоколадной массы. Масса должна находиться в пластичном состоянии, часть шоколада начнет поступать непосредственно в насосную часть экструдера (корпус). Перемешайте массу в бачке с помощью устройства для перемешивания.
5. Снова добавьте шоколадные дропсы, закройте крышку экструдера вместе с устройством для перемешивания, установите сверху утяжелитель. В процессе печати утяжелитель совершает возвратно-поступательные перемещения, и масса в бачке перемешивается автоматически.
6. Важно проверить чтобы бак плотно прилегал к корпусу экструдера. Необходимо добиться состояния бака экструдера, полностью заполненного однородным расплавом шоколадной массы. Общее время плавления сырья Master Martini при первом запуске составляет порядка 30–45 минут. В зависимости от окружающей температуры может потребоваться корректировка температуры экструдера. Нужно добиться правильной консистенции сырья. Не поднимайте температуру экструдера выше 39ºС — это может вызвать необратимые изменения консистенции сырья.
Температура экструдера 36°С -37°С 37°С-38°С Температура помещения 23-25°С 20-22°С 
Правильная консистенция глазури.

Низкая температура глазури.
7. При вторичном плавлении сырья и/или после каждой третьей печати, но менее 1 раза в день произведите очистку сопла.
8. После того, как шоколадная масса перешла в однородное жидкое состояние, необходимо пропустить немного шоколада из экструдера.
9. Положите салфетку / бумагу под сопло экструдера.
10. В пункте меню Инструменты — Перемещение кнопкой выбора оси выберите 1-й экструдер и выдавливайте шоколад (нажав на кнопку +) до тех пор, пока из сопла экструдера не начнет равномерно выходить тонкая струйка шоколада.
Успешное выполнение предыдущих пунктов означает, что экструдер готов к работе. Следите за уровнем сырья в баке экструдера — добавляйте шоколадные дропсы в бак перед печатью или прямо во время печати, не останавливая процесс. Для этого аккуратно снимите утяжелитель устройства для перемешивания и поднимите крышку бака.
Вновь добавленные дропсы самостоятельно расплавятся в экструдере и смешаются с расплавом в единую жидкую массу непосредственно во время печати. Не допускайте падения уровня шоколадной массы в экструдере ниже ½ бака — для расплава твердых дропсов необходимо время.
В процессе ожидания плавления шоколадной массы мы рекомендуем вам переходить к следующему пункту инструкции.
6.2. Загрузка 3D моделей.
Шоколадный 3D-принтер работает с 3D-моделями в формате .stl. Такие модели можно создавать в любых программах для 3D-моделирования, а также использовать готовые stl-модели из общедоступных онлайн-платформ (например, thingiverse).
Для первого запуска используйте stl-модель Chocolate Model.stl, которую вы можете найти в архиве ModelsFor3DPrintPRO.zip.
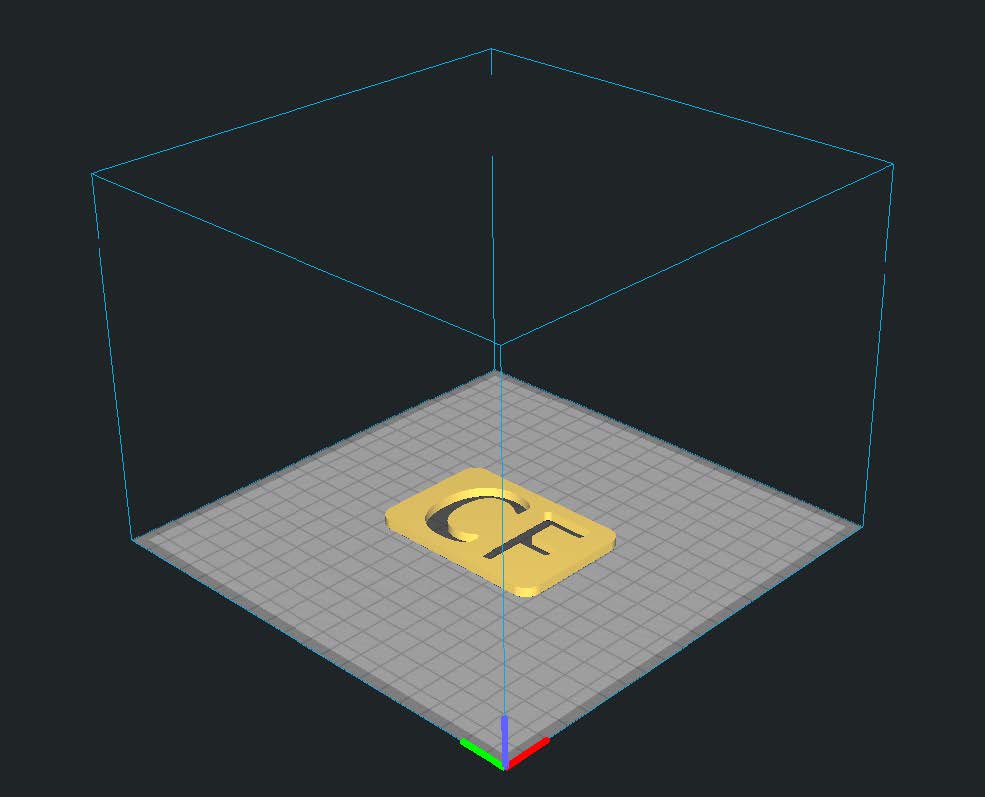
В рамках первого запуска мы напечатаем шоколадный логотип CF.

1. В Cura выбираем Файл — Открыть файл(ы) и выбираем модель Chocolate Model.stl;
2. stl-модель отображаются в рабочем пространстве программы слайсера;
3. Используемая stl-модель имеет высоту 3 мм;
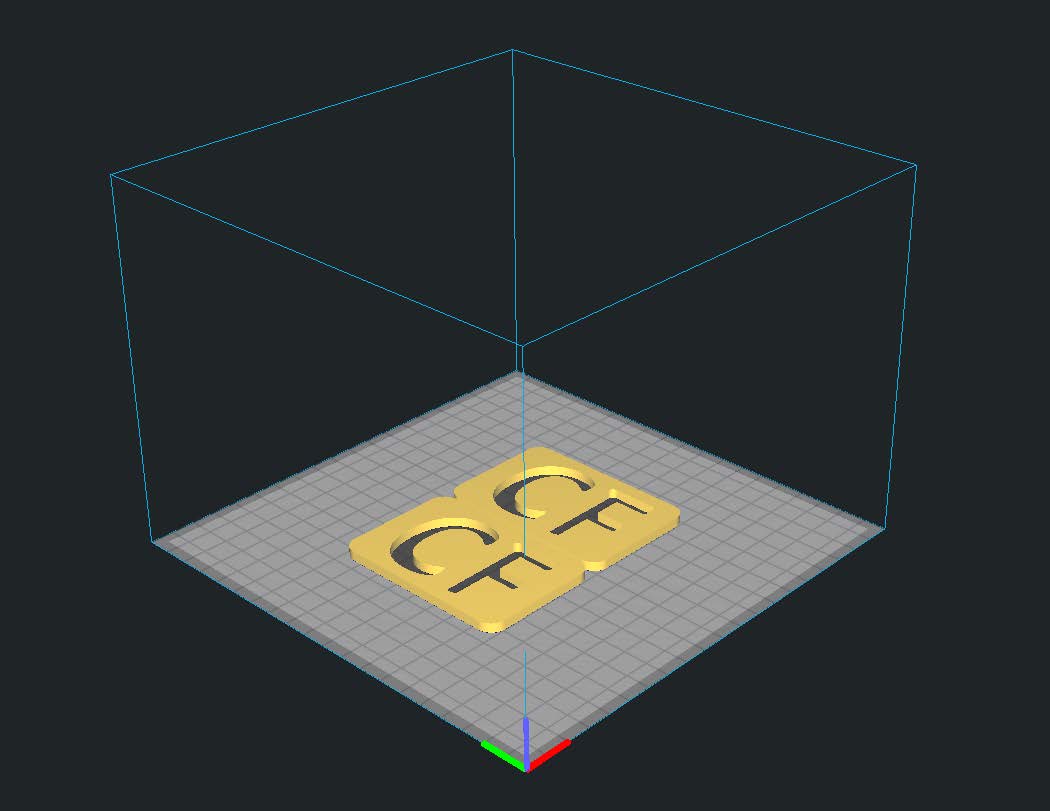
4. Модель можно размножить — для этого нажмите на саму модель и в меню Правка — Размножить выбранное — Количество копий 1;
5. Воспользуйтесь командой Правка — Выровнять все модели — это позволит расположить модели по центру стола принтера.
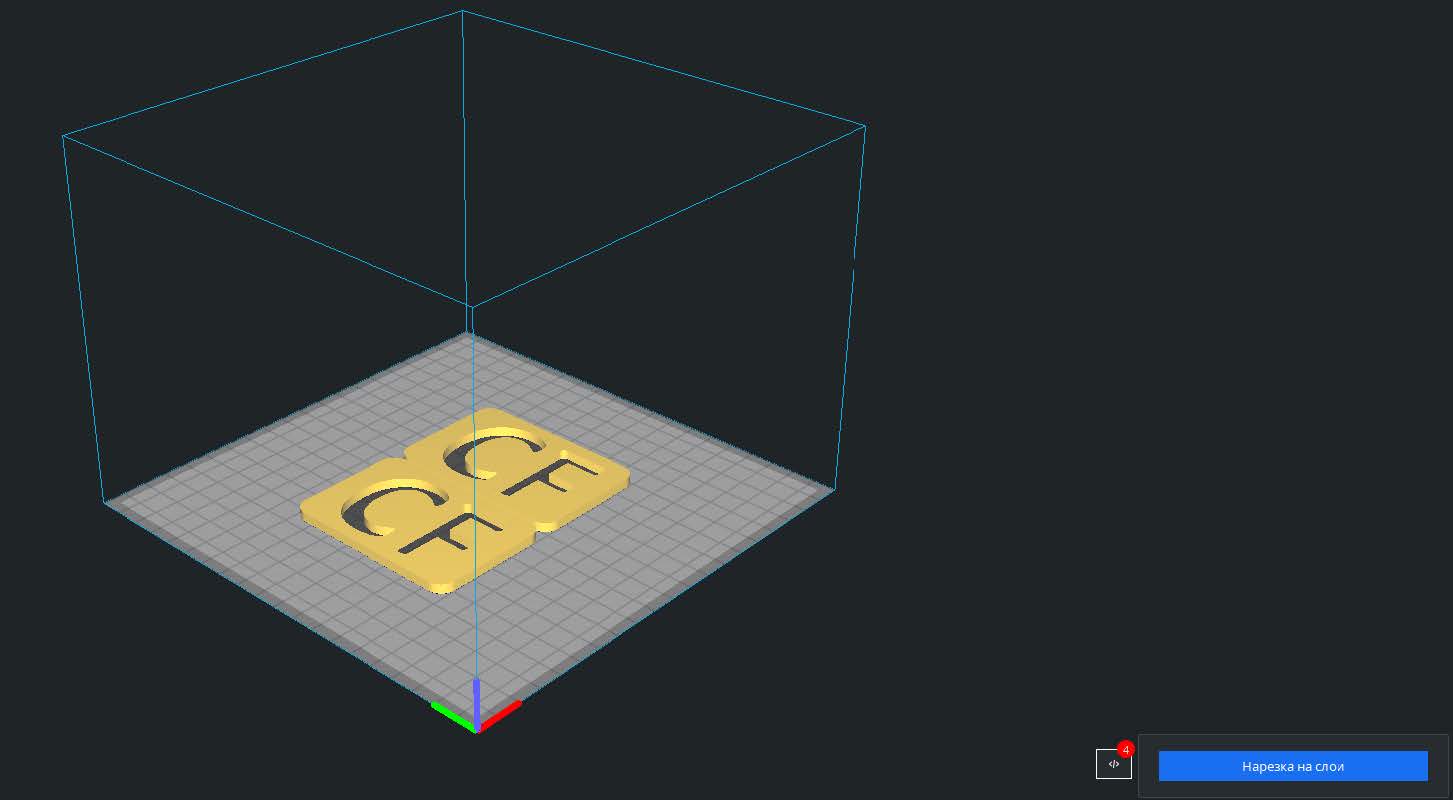
6.3. Слайсинг 3D-моделей.
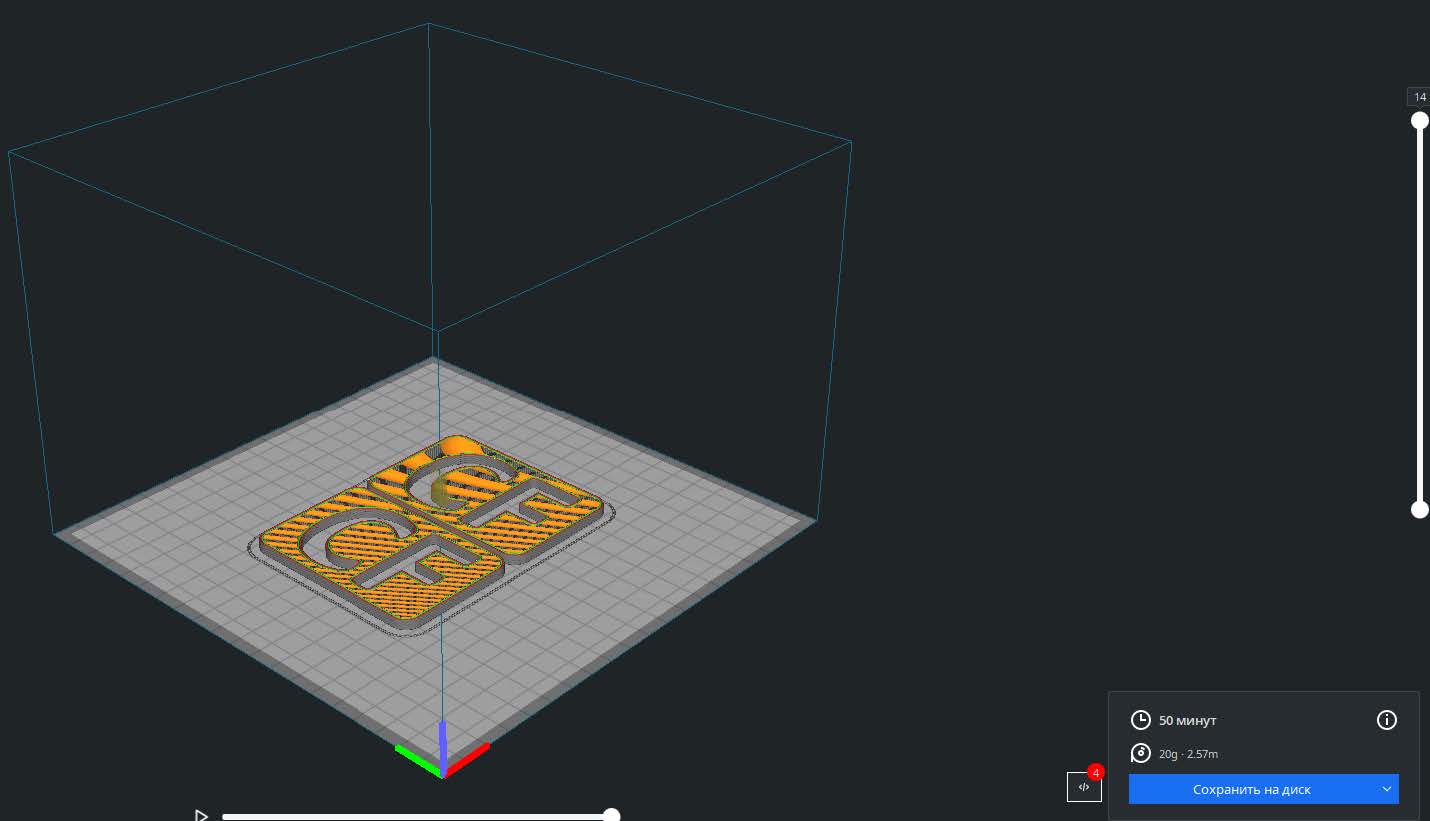
Итак, экструдер 3D-принтера готов к работе, stl-модели расположены в пространстве принтера, а слайсер настроен в предыдущем разделе. Осталось выполнить «слайсинг» — превратить stl-модели в управляющий код для работы 3D принтера (g-code). Для этого нажмите на кнопку Нарезка на слои в правом нижнем углу.
6.4. Запуск печати.
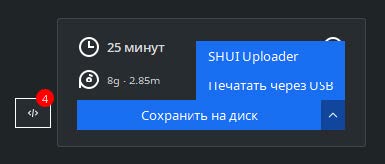
Визуализация управляющего кода отображается в разделе предварительного просмотра. Управляющий код иллюстрирует путь, который проходит сопло экструдера в процессе формообразования изделия.
Далее сохраните g-code для запуска печати на принтере. Для этого нажмите на Сохранить на диск. Сохранив g-code, Вам не придется заново располагать 3D-модели в пространстве принтера, если требуется изготовление партии одинаковых изделий.
Откройте браузер и введите IP-адрес своего принтера. В окне браузера появится форма для загрузки файла на печать, загрузите сохраненный ранее g-code.
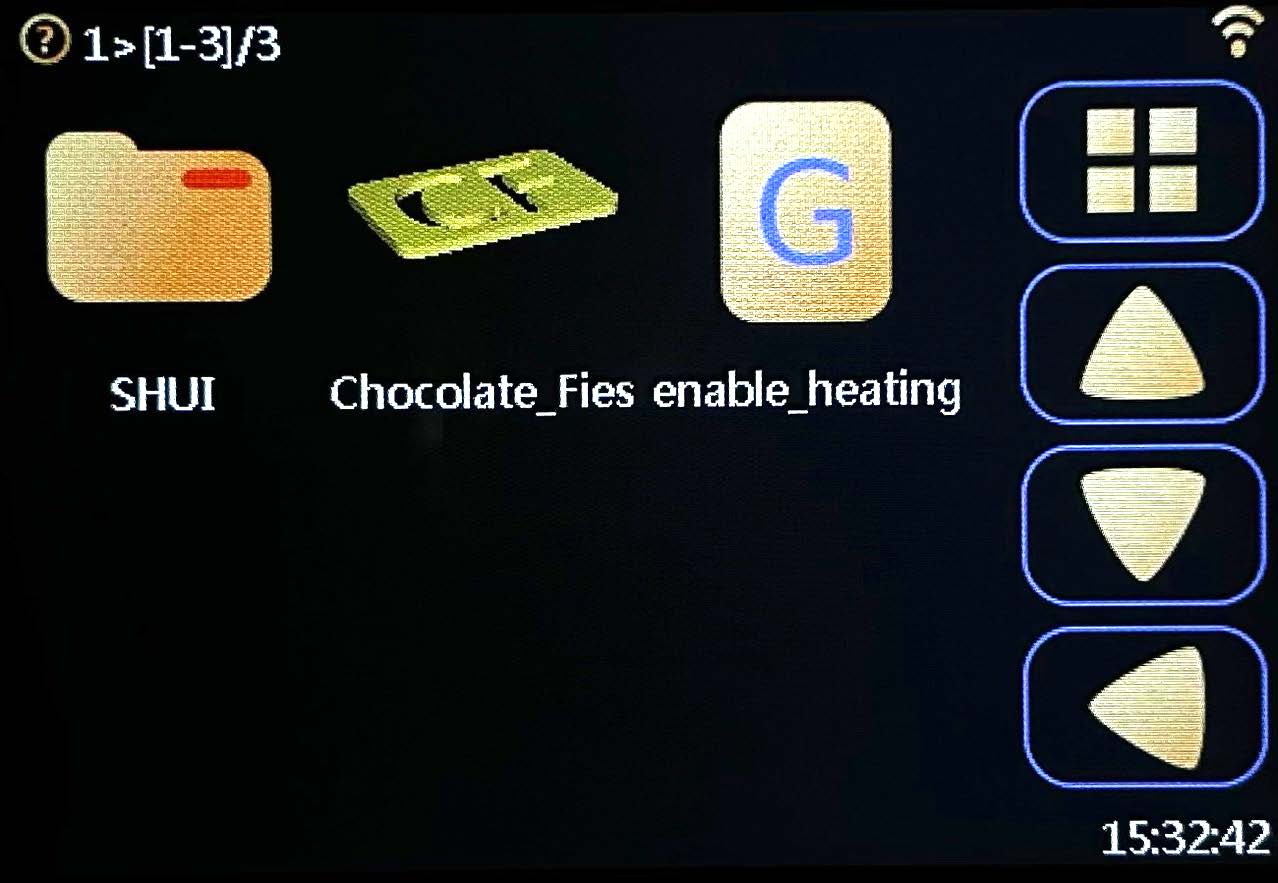
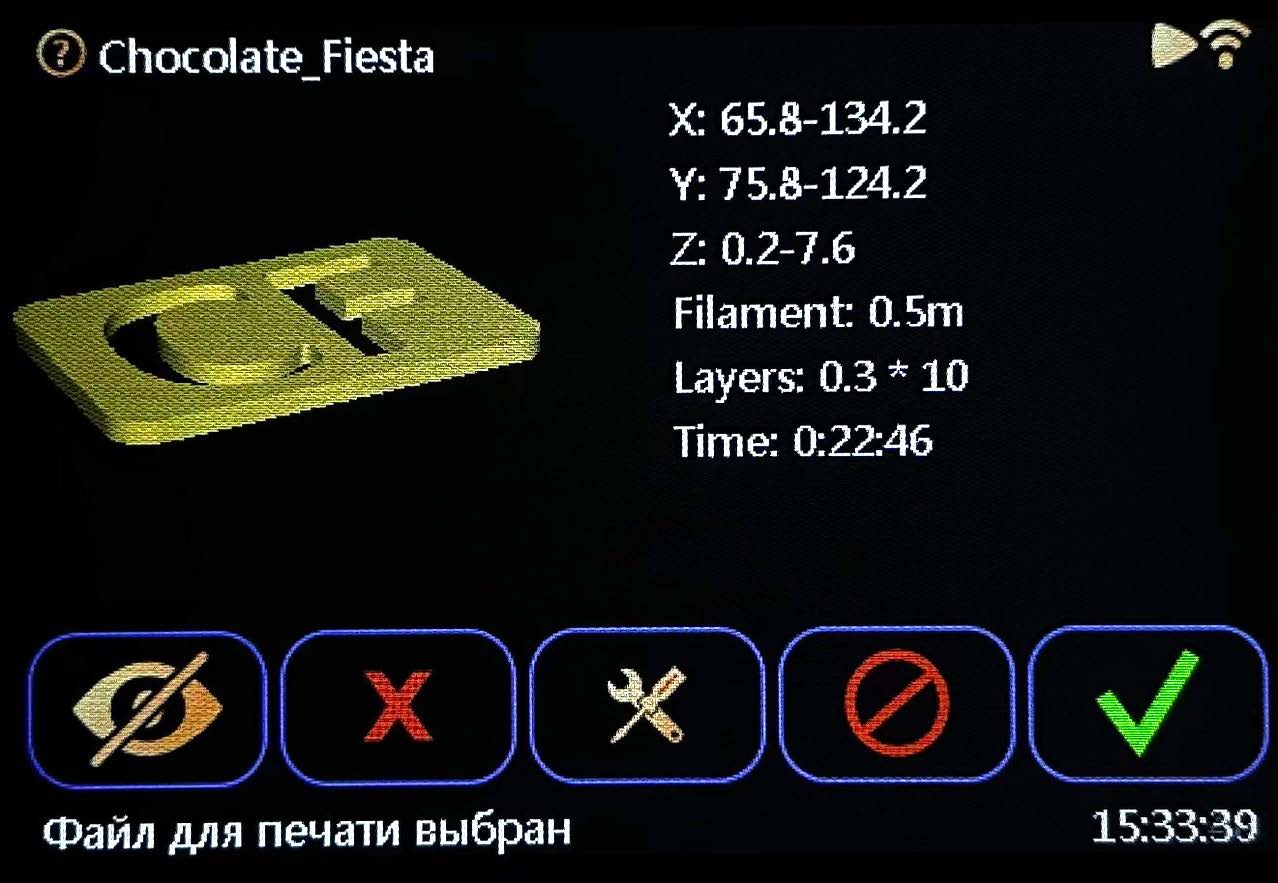
Для начала печати на стартовом экране принтера нажимаем кнопку Печать, затем выберите файл и нажмите на зеленую галочку:
6.5. Процесс печати.
При правильной настройке и эксплуатации принтер работает автономно и практически не требует вмешательства оператора. Основные рекомендации по эксплуатации в процессе печати:
Самый важный этап печати — первые слои. Дождитесь окончания парковки и нанесения первых двух слоев изделия, прежде чем оставить принтер работать автономно.
Добавляйте сырье по мере необходимости, не допускайте падения уровня шоколадной массы ниже 1/2 бака.
Приведенные выше параметры печати являются усредненными и подходят для большинства печатаемых моделей. В процессе печати Вы можете регулировать скорость перемещения и величину экструзии в меню управления на принтере.
На первых слоях принтер слишком сильно упирается в стол Неправильно выставлен dz - уменьшите величину смещения На первых слоях принтер печатает слишком высоко и шоколад не цепляется к магнитному столу Неправильно выставлен dz - увеличьте величину смещения / уменьшите скорость печати В процессе печати в изделиях появляются отверстия Увеличьте экструзию В процессе печати видны переливы, избыток шоколада Уменьшите экструзию В процессе печати видны переливы, избыток шоколада Уменьшите экструзию Предыдущий слой не успевает застыть Увеличьте число моделей на столе или сделайте больше параметр “Минимальное время слоя” в Cura На больших моделях основание отклеивается Включите подогрев стола (Heated Bed) и выставьте T=26-28C 6.6. Снятие напечатанных изделий.
После завершения печати подождите несколько минут — верхним слоям изделий нужно затвердеть.
Если вы использовали подогрев стола — выключите его и подождите 10-15 минут, чтобы нижние слои затвердели и не прилипали к пленке.
Когда изделия окончательно затвердели, аккуратно снимите Магнитный стол 3D-принтера вместе с напечатанными изделиями.
Снимите изделия с Магнитного стола. Шоколадные модели легко снимаются с поверхности за счет гибкости стола.
6.7. Завершение работы.
Не выключайте принтер и нагрев экструдера, если вы планируете продолжать работу в течение дня. Сырье может оставаться в расплавленном однородном состоянии длительное время при включенном нагреве.
При окончательном завершении работы выключите питание 3D-принтера.
6.8. Использование дополнительного нагрева. Дополнительный нагрев представляет собой силиконовый нагреватель (2) и разъем (1):
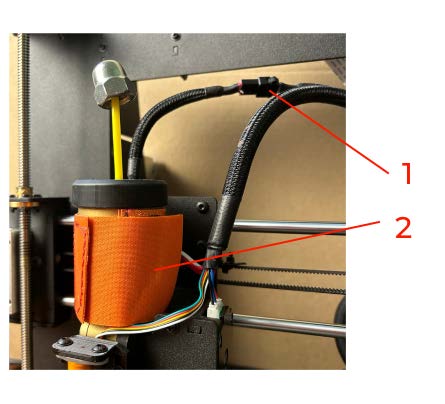
Для установки дополнительного нагрева:
1. Выключите принтер;
2. Наденьте на бак силиконовый нагреватель, чтобы провода с разъемом смотрели наверх;
3. Подключите разъем дополнительного нагрева.
Для снятия дополнительного нагрева:
1. Выключите принтер;
2. Отключите разъем дополнительного нагрева;
3. Снимите с бака силиконовый нагреватель.
Силиконовый нагреватель можно протереть влажной тряпкой\салфеткой чтобы очистить от загрязнений.
Программно дополнительный нагрев отображается в управлении принтером как второй экструдер.
Чтобы включить дополнительный нагрев:
— Убедитесь что доп. нагрев подключен;
— На экране принтера выберите второй экструдер, установите требуемую температуру;
— Если глазурь не топилась ранее перемешивайте дропсы каждые 10-15 минут.
Если вы топите ранее расплавленную глазурь, то перемешивать следует после 20-25 минут после включения.
6.9. Печать через USB-кабель.
При отсутствия Wi-Fi соединения, 3D-принтер можно подключить напрямую к компьютеру с помощью USB-кабеля типа B (идет в комплекте). Разъем подключения USB-кабеля находится на задней стороне принтера.
1. Включите принтер;
2. Откройте Cura;
3. Подключите один конец кабеля к принтеру, а второй к компьютеру.
В разделе Монитор, через секунд 30 после подключения, должен появится ваш принтер, если его нет, то необходимо вручную установить драйвера CH340G:
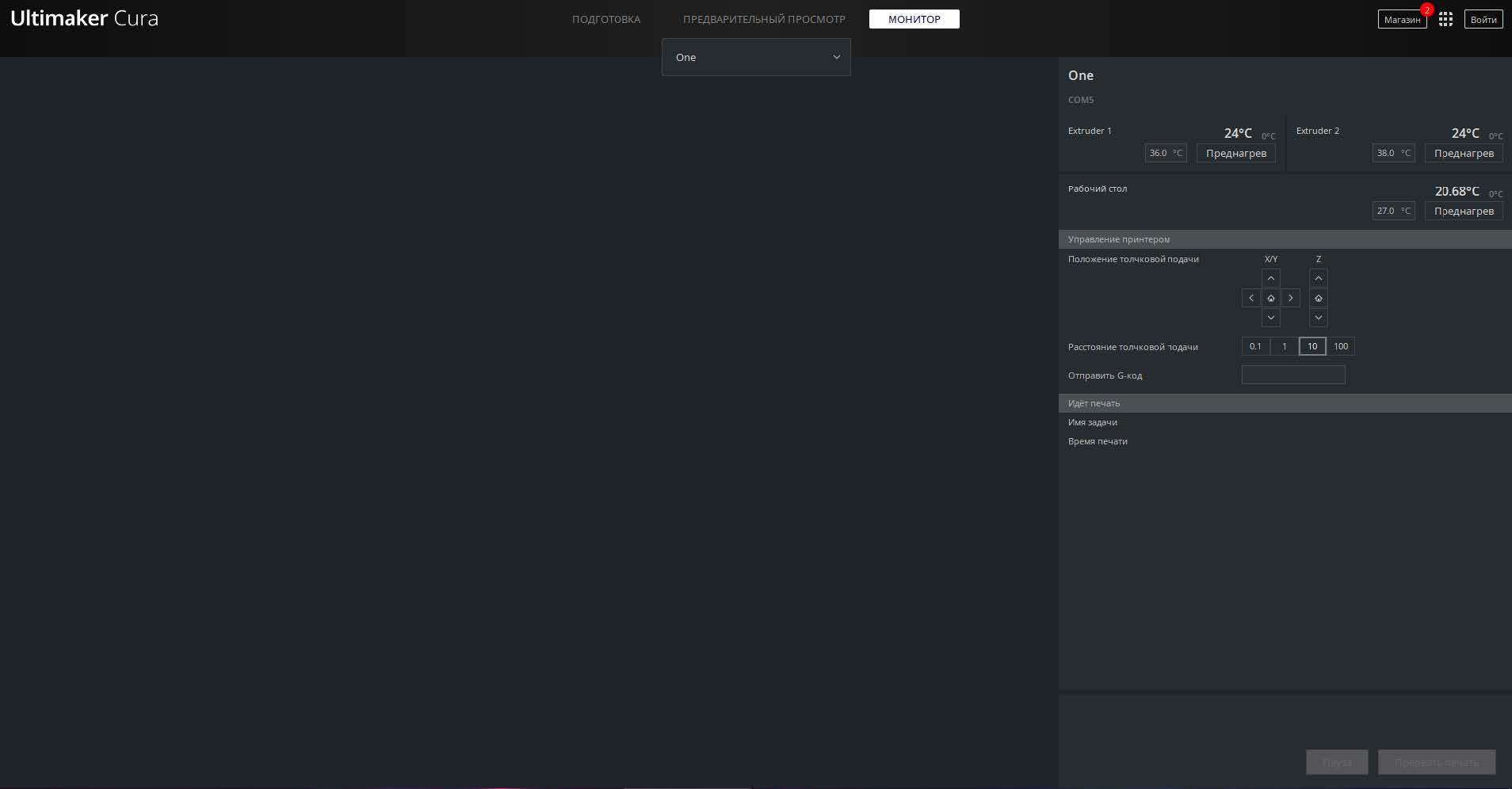
Для отправки на печать по USB кабелю произведите слайсинг модели и в нижнем правом углу нажмите на стрелочку и выберите Печать через USB. Перед отправкой на печать убедитесь что сырье полностью растопилось. Команды будут передаваться с компьютера на принтер во время печати, ни в коем случае не отсоединяйте USB-кабель, не закрывайте Cura и не выключайте компьютер до завершении печати, иначе печать прервется.
-
Обслуживание и уход
7.1. В процессе эксплуатации содержите 3D-принтер в чистоте.
7.2. Допускается протирать корпус влажной тканью, предварительно отключив 3D-принтер от сети питания.
7.3. Не допускается попадание воды в корпус 3D-принтера.
7.4. Хранение.
7.4.1. Принтер следует хранить строго в вертикальном положении.
7.4.2. При хранении необходимо соблюдать следующие температурные режимы: температура окружающей среды от минус 10°C до плюс 40°C, относительная влажность воздуха не более 70%.
7.5. Сведения об утилизации.
7.5.1. Материалы и изделия, примененные в конструкции принтера, в процессе утилизации не представляют опасности и утилизируются в соответствии с нормативными ведомственными документами, утвержденными в установленном порядке.
7.5.2. Принтер, отработавший свой ресурс, должен передаваться на утилизацию в специализированные предприятия по переработке материалов.
7.6. Периодичность обслуживания.
Конструкция 3D принтера предполагает длительную работу без необходимости ремонта элементов электроники и механических частей устройства. Единственная причина обязательного обслуживания состоит в очистке экструдера от частиц шоколадного сырья, оседающих в результате прохождения определенного числа циклов непрерывной печати.
Основным критерием для проведения обслуживания являются возникающие засоры. Ниже приведены рекомендации KADZAMA по обслуживанию экструдера:
Проблема Решение Периодичность Время на обслуживание Единичный засор Прочистка сопла Раз в день перед использованием до 5 минут Постоянные засоры Полная промывка экструдера По мере необходимости, в среднем 2-3 раза в месяц 30 — 50 минут 7.7. Прочистка сопла.
Прочистку сопла следует производить при включенном нагреве экструдера, убедившись, что шоколадная масса находится в расплавленном состоянии
1. Поднимите каретку экструдера на высоту 30-40 мм
2. Выкрутите сопло экструдера.
3. Прочистите сопло экструдера — устраните твердые шоколадные частицы из сопла.
4. Положите салфетку под корпус экструдера и несколько раз проэкструдируйте на величину 100 мм, чтобы выпустить твердые частицы, скопившиеся в нижней части корпуса.
5. Вкрутите сопло экструдера.
6. Проэкструдируйте шоколад через очищенное сопло.
Действуйте оперативно — рекомендуется избежать застывания частиц шоколада внутри сопла в процессе очистки.
При аккуратном выкручивании и вкручивании сопла расстояние между соплом и датчиком автокалибровки не изменяется. Если после замены сопла датчик автокалибровки стола не обеспечивает точную калибровку, проведите стартовую калибровку принтера.
7.8. Промывка экструдера.
Ниже приведен рекомендованный способ демонтажа и промывки экструдера. Данный способ поможет Вам избежать попадания жидкой шоколадной массы в область датчика температуры и нагревательного элемента.
1. Выключите нагрев экструдера. Дождитесь затвердевания шоколадной массы в баке экструдера.
2. Включите нагрев экструдера на 3-4 минуты. За это время бак и корпус экструдера нагреются в достаточной мере, чтобы не повредить резьбу при снятии бака. При этом основная часть шоколадной массы останется твердой, что поможет избежать вытекания шоколада при демонтаже бака.
3. Отсоедините принтер от ПК, выключите питание принтера.
4. Демонтируйте дополнительный нагрев.
5. Открутите бак для сырья от корпуса экструдера.
6. Демонтируйте из корпуса экструдера нагревательный элемент и датчик температуры. Не допускайте загрязнения данных элементов экструдера.
7. Открутите крепежные винты для крепления экструдера на каретке к шаговому двигателю (используйте шестигранник из комплекта).
8. Аккуратно демонтируйте экструдер с принтера, придерживая шаговый двигатель.
9. Полностью разберите экструдер на составные части.
10. Производите мойку деталей в горячей воде под сильной по напору струей, контролируя труднодоступные участки. В случае необходимости остатки материала удалите зубочисткой.
11. Производите промывку до полного отсутствия печатного материала на деталях и до исчезновения с поверхностей деталей масляно-жировых следов.
12. После промывки следует сухой салфеткой протереть все поверхности всех деталей, включая труднодоступные или тонкие места. Особенное внимание уделите местам установки датчика температуры и нагревательного элемента.
13. Разложите промытые и протертые детали в сухом, теплом месте на сухом полотенце или салфетке и оставьте просушиваться в течении 20-30 минут. Наличие капель воды недопустимо.
14. Детали вновь готовы к сборке и работе.
Внимание! Исключительно не рекомендуется мыть детали и составляющие экструдера щетками или губками для мытья посуды — они создают лишнее механическое трение. Их использование приводит к износу покрытия деталей.
7.9. Сборка экструдера.
1. Установите уплотнительное силиконовое кольцо в проточку на корпусе экструдера.
2. Установите нагревательный элемент и температурный датчик в корпус экструдера и закрутите фиксирующий винт.
3. Наденьте корпус экструдера вместе с уплотнительным кольцом на вал двигателя, немного проворачивая кольцо на валу двигателя для лучшего скольжения.
4. Установите вал ведомой шестерни.
5. Установите ведущую и ведомую шестерни.
6. Установите прозрачную прокладку между крышкой и корпусом экструдера. Закройте крышку экструдера, на винты наденьте пластиковые шайбы и затяните винты. Усилие затяжки — ниже среднего.
7. Вкрутите сопло необходимого диаметра.
Установите загрузочный бак и заполните его сырьем для печати. Растопите сырье при стабильной температуре, периодически помешивая до однородной консистенции.
7.10. Прочистка сопла.
1. Выкрутите сопло.
2. Установите другое сопло.
3. Проведите калибровку экструдера (см. раздел Стартовая калибровка).
4. Вручную проэкструдируйте шоколад, пока из сопла не начнет равномерно выходить тонкая струйка.
5. Установите следующие параметры в слайсере в зависимости от выбранного сопла.
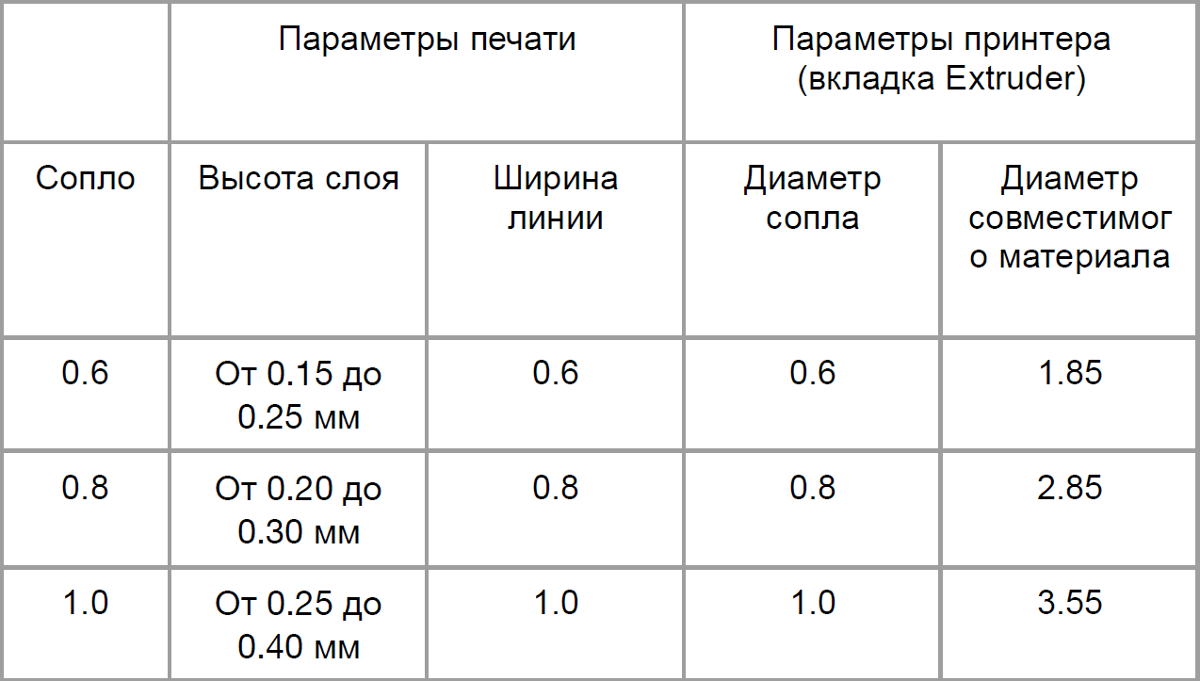
7.11. Техническое обслуживание механических частей принтера.
Техническое обслуживание, приведенное ниже, 3D-принтера рекомендуется проводить раз в 3 месяца. При интенсивном использовании (круглосуточная печать) раз в месяц.
Техническое обслуживание включает:
— Очистка корпуса;
— Очистка вентиляторов и электроники;
— Проверка болтовых соединений;
— Проверка натяжения ремней;
— Смазка и очистка направляющих и ходовых винтов.
Для выполнения обслуживания 3D-принтера, вам понадобятся:
— Ключи-шестигранники;
— Тряпки из микрофибры;
— Смазка (литол, литол-спрей);
— Бумажные полотенца.
7.12. Техническое обслуживание механики принтера.
7.12.1. Очистка корпуса.
Очистите от остатков шоколада валы и подшипники оси Y, в ходе эксплуатации они могут испачкаться, а также всю нижнюю раму принтера. Для очистки рамы рекомендуется использовать влажные салфетки. После очистки вытрите все элементы до полной сухости.
7.12.2. Проверка болтовых соединений.
Прежде всего — отключите свой принтер от сети. Это позволит перемещать экструдер 3D принтера по осям без риска повредить двигатели. Вибрации, возникающие при печати, ослабляют болтовые соединения. Для сохранения высокого качества печати гайки периодически требуется подкручивать.
Нужно следить за затяжкой болтов крепления двигателей. Проверьте крепление (затяжку стопорного винта) шкивов, расположенных на оси вала двигателя.
7.12.3. Проверка натяжения ремней.
Использование 3D-принтера в течении долгого времени может привести к ослаблению натяжению ремней. Ремень не должен быть сильно натянут, как струна, но и не слишком ослаблен. Пропуск шагов на осях X или Y может свидетельствовать о слабой натяжке ремня. Для натяжки ремня по оси X нужно ослабить крепление двигателя оси X и сдвинуть двигатель немного вправо, чтобы ремень натянулся, а затем затянуть винты двигателя. Для натяжки ремня по Y используется натяжитель, расположенный спереди принтера — для натяжки вкрутите винт натяжителя.
7.12.4. Смазка и очистка направляющих и ходовых винтов.
Как направляющие, так и ходовые винты по оси Z должны быть всегда чисты и хорошо смазаны — это позволяет почти гарантированно избавиться от ненужных вибраций и раздражающих скрипов. Начните с направляющих X и Y. Сначала очистите валы бумажным полотенцем. Для смазки валов используется жидкая смазка. (литол спрей или масло для швейных машинок). Удалив всю грязь, возьмите чистое полотенце и, капнув на него смазкой, протрите направляющие. После смазки валов, подшипники необходимо «погонять» по осям, чтобы смазка равномерно распределилась.
Трапециевидные винты или гайки лучше смазывать густой смазкой (литол).
7.13. Возможные проблемы и их решения.
— Во время печати прекратилась подача шоколада - возможен засор или образовалась полость - помешать и выдавить немного шоколада, если проблема осталась - прочистить сопло.
— Не идет шоколад в ручном режиме – проверьте заданную температуру и устройство для перемешивания (лопасти на «палочке» должны находится на расстоянии 4-5 см от края).
-
Гарантия изготовителя
8.1. Изготовитель гарантирует соответствие продукции требованиям технической документации при соблюдении правил монтажа, эксплуатации, транспортирования и хранения.
8.2. Гарантийный срок составляет — 1 год.
8.3. Срок службы — 10 лет.
 Sending...
Sending...